国家能源宁夏煤业集团煤制油化工安装检修公司,宁夏 银川 750411
摘要:煤制油化工的生产技术较为独特,大多数是被应用期间存在风险。因此,在磨煤机检维修管理期间对技术有着较高的要求,磨煤机日常检维修管理期间,实施有效的措施,对磨煤机长周期运行起着至关重要的作用,本文将针对磨煤机磨辊透盖磨损的原因进行分析及针对磨损进行处理的探讨,希望可以有效提升焊接质量,为企业生产效率的提升创造条件。
关键词:磨煤机;透盖;冷焊法;措施
前言:为进一步解决煤制油ZGM133中速辊式磨煤机磨辊透盖的磨损修复,延长透盖使用周期,成立了专业的磨煤机技术攻坚小组,负责检修施工工作。自承担磨煤机检修工作以来,严格把控质量、验收,磨煤机的运行周期较以前有了质的提升,实现了设备长周期、确保生产长周期运行的目标。在解决磨煤机磨辊透盖修复的过程中主要采用冷焊法的焊接工艺。
1、工作原理
ZGM133系列磨煤机是一种中速辊盘式磨煤机,其碾磨部分是由转动的磨环和三个沿磨环滚动的固定且可自转的磨辊组成。需研磨的原煤从磨煤机的中央落煤管落到磨环上,旋转磨环借助于离心力将原煤运动至碾磨滚道上,通过磨辊进行碾磨。三个磨辊沿圆周方向均布于磨盘滚道上,碾磨力则由液压加载系统产生,通过静定的三点系统,碾磨力均匀作用至三个磨辊上,这个力经磨环、磨辊、压架、拉杆、传动盘、减速机、液压缸后通过底板传至基础(见图1―1)。原煤的碾磨和干燥同时进行,一次风通过喷嘴环均匀进入磨环周围,将经过碾磨从磨环上切向甩出的煤粉混合物烘干并输送至磨煤机上部的分离器中进行分离,粗粉被分离出来返回磨环重磨,合格的细粉被一次风带出分离器。难以粉碎且一次风吹不起的较重石子煤、黄铁矿、铁块等通过喷嘴环落到一次风室,被刮板刮进排渣箱,由人工定期清理(或由自动排渣装置排走),清除渣料的过程在磨运行期间也能进行。

图1.1 磨煤机结构示意图
2、磨煤机磨辊透盖磨损的原因分析
磨煤机自投用试车以来,由于磨煤机超负荷运行及设计问题,现主要存在磨煤机在运行2600-3500小时磨辊透盖出现磨磨损严重的问题,导致磨煤机运行周期达不到预定周期,会使得磨煤机停车检修频次增加、检修频繁,工作量较大,检维修费用高等问题。由于透盖在运行过程中易出现冲蚀、磨损、开裂等情况,现场修复主要采用焊接修复的方法,因开始材质不明确,用光谱仪测试材质显示为纯铁,工艺车间提供委外单位用J507、D607、2209、Z308等焊接材料进行焊接,导致焊接开裂次数较多。因该材质为铸铁,铸铁焊材较贵,库存较少或者没有相应的铸铁焊条,其中磨机透盖材质由设备出厂图纸查为QT400-15,透盖磨损情况如图1.2所示。
2.1铸铁的焊接特性
2.11球墨铸铁强度和塑性较好,所以焊接时,除了保证不产生缺陷外,还应从等强度观点出发,使焊缝亦有较好的强度和塑性。
2.12球墨铸铁常用镁来作为球化剂,但镁却是阻碍石墨化元素。所以焊接时白口现象比较严重,这是矛盾的因素,也是焊接球墨铸铁的主要困难。
2.13球墨铸铁焊接时,热影响区冷却速度太快,其中奥氏体会转变成马氏体,即形成悴火组织,其硬度可高达620-700HBS,使焊后机械加工发生困难。所以,球墨铸铁的焊接性比灰铸铁还要差一点。但是由于球墨铁本身的强度和塑性都好,焊接时不易产生裂纹,这是其有利的一面。
2.14铸铁的补焊方法主要分气焊、钎焊、焊条电弧焊和灰铸铁的手工电渣焊、细丝CO2气体保护焊。其中气焊方法中又分为热焊法和不预热法。焊条电弧焊方法中分为冷焊法、半热焊法、不预热焊法和热焊法。
2.15铸铁的焊补方法很多,但每种方法各有特点,只能适应某些类型铸件中某些缺陷的焊补。
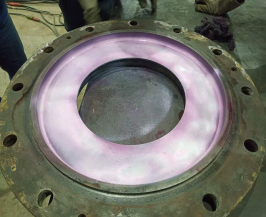

图1.2发生泄漏的透盖及显像后的透盖
3、磨煤机磨辊透盖磨损的解决措施
3.1焊接工艺过程
3.11焊前准备
铸铁的焊接,由于其含碳量高,焊接性极差,属于焊接界的难题,在焊接前,首先要做好充分准备工作:车间安排一名技术员查阅相关铸铁焊接的资料,确定焊材等技术参数和技术要求,并安排四名有现场焊接经验的焊工,开展焊接工作。需要渗透检测剂、手工焊及二保焊焊接设备、测温枪、橡皮锤,并制作防变形固定装置。查阅相关铸铁焊接的资料,编制相应的焊接工艺卡,明确焊接过程中的技术要点。
3.2缺陷的查找
对于端盖外侧冲蚀形成的槽型填充补焊,是比较容易实施的。对于端盖内侧外观完好但渗油的透盖,找缺陷的位置,并进行局部的修复,是比较困难的。由于发生泄漏,一般为表面开口缺陷,铸铁当中常见的是裂纹,我们采取溶剂去除型渗透剂对该透盖内侧面做渗透检测。采用DPT-5型检测剂,检测的步骤:
3.21被检测表面预清洗。透盖表面有油污,对检测及焊接是十分不利的。我们用带有清洗剂的棉纱擦洗,清洗剂是一种不易燃的水溶液,含有特殊的表面活性剂,能够对各类污染物(如油脂、油膜、切削加工润滑油等)起润湿、渗透、乳化及皂化作用。
3.22检测表面喷渗透剂。透盖表面油污去除干净之后,向被检测表面喷渗透剂。 渗透剂施加应保证被检部位完全被渗透剂覆盖,并在整个渗透时间内保持润湿状态。在10~50℃的温度条件下,施加渗透剂的渗透时间一般不得少于10 min。在5~10℃的温度条件下,施加渗透剂的渗透时间一般不得少于20 min。当渗透时间足够后,先用干布(纸)擦,然后再用沾有有机溶剂的布擦,不允许直接用有机溶剂冲洗,直至将透盖表面的渗透剂擦干净,看不到红色为止。
3.23检测表面施加显像剂。显象的过程是用显象剂将缺陷处的渗透液吸附到零件表面,产生清晰可见的缺陷图像。
3.24表面后清洗。显完成渗透检测之后,应当去除显像剂涂层、渗透剂残留痕迹及其他污染物,这就是后清洗。这样一方是防止环境污染,更重要的是防止渗透剂进入焊缝,影响焊接质量。
3.3缺陷的开挖
对于铸铁磨机透盖,厚度较大,且硬度高,采用车床开坡口比较困难,只能用角磨机进行切割,但是若有裂纹,必须将裂纹彻底清除掉,才能进行焊接。下左为检测的裂纹,右为开挖情况。
3.4焊接过程
在现场作业,工件又比较大,无法采用整体加热,故我们现场焊接采用冷焊法,严格控制焊接温度<60℃,分段焊接,每焊接5mm,停下来对焊缝进行锤击,从收弧位置敲遍整条焊缝,释放焊接中的应力,防止焊接开裂。
3.5焊接后检查
焊接后保温缓冷,24小时候对表面进行打磨处理,打磨光滑之后做渗透检测,检测合格后送至现场安装,若检测不合格,则要重新进行开挖焊接。
4 、结束语
在磨煤机磨辊透盖磨损的解决措施中我们可以看出,煤制油化工设备技术水平在不断提升,多样化的化工设备涌入眼帘,磨煤机维修养护管理工作的落实,关乎到煤制油化工厂气化装置的长远发展,只有提升维修养护质量才能够为煤制油化工的产品质量提供保障。本文分析了磨煤机磨辊透盖维修管理的重要性,并提出磨煤机磨辊透盖维修管理的重点内容及维修策略。希望此次的研究能够为相关工作者提供参考意见和建议。
参考文献:
[1]舒鑫.化工设备维修管理方法与应用研究[J].中国化工贸易,2015,(7):29-29.
[2]赵彦峯.化工设备维修管理方法与应用研究[J].化工管理,2014,(27):145-145.DOI:10.3969/4800.2014.27.127.
[3]马瑞娜.如何提高化工企业设备运行的可靠性[J].中国石油和化工标准与质量,2016(04):49-52.
[4]北京电力设备总厂.ZGM113型中速磨煤机说明书(第三版).2009-11-10:3-5
[5]北京电力设备总厂.ZGM113型中速辊式磨煤机使用和维护说明书2008(10):10-16.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



