上海二十冶建设有限公司;上海;201999
【摘要】本文介绍一种冷轧水平活套安装技术,具体是在活套车轨道安装过程中使用全站仪紧靠轨道投设控制线,不挂线坠直接使用卷尺调整轨道中心距,提高了轨道安装精度。对地辊、转向辊使用摇臂法精确调整辊子垂直度。通过横向中心控制线对活套车托辊进行快速检查调整。有效解决了冷轧水平活套安装及运行调整中的关键技术问题,提高了活套安装精度,有效控制了钢带跑偏。
【关键词】水平活套;精确调整;轨道安装;摇臂法
在传统水平活套安装过程中,由于活套距离较长,在活套车轨道调整过程中,采用分段设置线架挂设钢线的办法检查活套车轨道,由于线架设置较高,通过吊线坠拉卷尺的测量方法,受环境干扰因素,测量误差大。在纠偏辊调整过程由于纠偏辊基础高低落差大,放线难度大,调整过程线架挂设复杂,造成调整精度低。在活套车安装调整中由于车体结构,造成活套车托辊垂直度无法测量。对活套跑带运行过程中钢带跑偏问题分析认识不足,没有行之有效的纠偏方法,严重影响生产的正常运行。这种传统的施工方法已不能有效解决冷轧水平活套快速安装的需求。
水平活套在连退机组中一般位于No.1 纠偏辊和No.4 纠偏辊之间,为地下式结构。功能是储存并释放一定长度的带钢,保证机组在开卷机操作间隙内,使工艺段仍按既定速度连续运行。其结构组成由传动装置、活套车、地面支撑辊、支撑小车、轨道、缓冲器、限位开关、钢丝绳、拉绳开关等组成、传动装置由交流变频调速电动机、旋转编码器、减速器、盘式制动器、联轴器、卷筒、底座等组成。活套车由车架、车轮、转向辊、支撑辊、脱挂钩装置、滑轮等组成。支撑小车由车架、车轮、支撑辊、脱挂钩装置等组成。支撑车支撑辊与地辊均角度可调(如图1所示)。具体工艺参数为活套层数量:6层/套,活套最大储量:95m×6=570m/套,活套车最大充套速度为10m/min,活套车最大放套速度为35m/min。
精调活套车轨道、地辊、纠偏辊、活套传动卷筒安装准备,中心标板埋设、低矮过渡线架安装,在活套纵向中心线上埋设中心标板,此中心线将用于活套地辊、转向辊、活套传动卷筒垂直度调整。
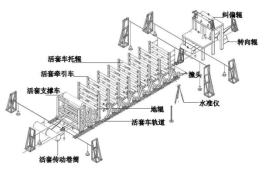
图1水平活套各部件示意图
在活套车轨道两头埋设中心标板投设辅助纵向中心线,此辅助纵向中心线用于调整活套车轨道中心距,在轨道旁边需先安装多个低矮过渡线架,直接将控制点投设到线架上使用钢锯在线架上据好坡口用于安装钢线。直接用卷尺检查轨道侧边到钢线的距离。
在活套传动卷筒附近投设横向中心线,用于活套传动设备定位。在活套中间与撞头位置投设横向中心线用于定位活套车轨道接头位置,轨道撞头横向中心线还将作为活套车托辊平行度测量。在活套内投设地辊横向中心线用于地辊定位。投设纠偏辊横向中心线位于较高基础上需把控制点投设到基础上。
活套车轨道调整。如图2所示活套车轨道以活套纵向辅助中心线为基准,使用低矮过渡线架挂设通长钢线,直接使用卷尺测量辅助中心线到轨道边的距离进行轨道中心距调整。标高使用水准仪测量。轨道接头间隙为2-3mm。
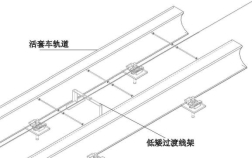
图2水平活套轨道调整示意图
活套传动卷筒调整。如图3所示活套传动装置卷筒垂直度调整以活套中心线为基准,使用摇臂法检查卷筒垂直度。卷筒水平度检查使用条式水平仪0.02/1000mm放置在卷筒中间位置进行卷筒水平度调整。
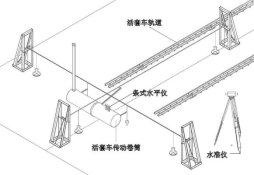
图3活套传动卷筒调整示意图
纠偏辊调整。如图4所示以纠偏辊横向中心线为基准,挂线坠检查纠偏辊平行度,使用条式水平仪0.02/1000mm放置在纠偏辊辊面中间位置进行托辊水平度调整。无需使用摇臂法对纠偏辊进行垂直度调整。
地辊调整。如图5所示以活套中心线为基准采用摇臂法逐一对地辊垂直度进行调整。使用条式水平仪0.02/1000mm放置在地辊辊面中间位置进行地辊水平度调整。
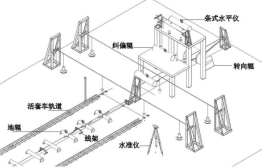
图4、图5、图6调整示意图
转向辊调整。如图6所示转向辊调整使用活套中心线为基准,采用摇臂法对转向辊垂直度进行调整。使用条式水平仪0.02/1000mm放置在转向辊辊面中间位置进行托辊水平度调整。
精调活套车托辊,先将活套车推车进行压轨测试:活套车就位于轨道上后,使用人力或设置小型卷扬机来回推动活套车在轨道上反复运行,进行压轨测试,来回运动自如后才能进行下步调整。如图7所示挂设横向中心线7轨道撞头进行检查,检查合格后将活套车橡胶撞头拆除,把活套车推靠在轨道撞头上,挂线坠检查每层活套车托辊两端平行度。使用条式水平仪0.02/1000mm放置在托辊中间位置进行托辊水平度调整。
相邻活套车托辊调整,将相邻活套车与第一台活套车推靠在一起,以第一台活套车托辊轴承座为基准,用50m钢卷尺从头拉到最一后台活套车托辊轴承座处,逐层调整托辊间平行度。使用条式水平仪0.02/1000mm放置在托辊中间位置检查每个托辊水平度。以间接测量的方式通过控制托辊间平行度和托辊水平度的方法,实现托辊垂直度的调整。
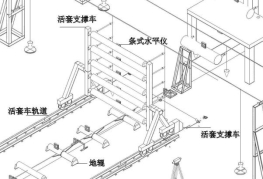
图7活套托辊调整示意图
4.技术特点
与传统的水平活套安装方法相比,使用全站仪一次性投设出全部纵向、横向控制线,避免了二次放线造成的控制线误差。在长距离轨道调整中通过使用低矮过渡线架,挂设长距离钢线提高了活套车轨道调整精度。在活套车托辊无法进行垂直度检测的情况下,采用间接测量法取得了较好的调整效果。在钢带跑偏控制上综合分析各种问题原因,通过现场测量做出迅速的调整措施。有效解决了冷轧水平活套安装及运行跑偏调整中的关键技术问题,安装速度快,施工效率高。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



