广东鸿图科技股份有限公司 526000
摘要:目前,我国汽车零部件行业正朝着智能化、轻量化、模块化和环保化等方向发展。其中轻量化趋势下诞生了众多转型升级的汽车零部件多往薄壁件的发展方向。薄壁件最大问题就是变形,变形量的确认往往需要制作专用的毛坯平面度测量检具。在长时间的过程中,毛坯平面度变形检具也在不断的升级变化。
关键词:毛坯平面度;薄壁件;变形;毛坯平面度检具
1引 言
检验工具是控制工业生产中产品尺寸、形状和装配精度的工具,确保产品的技术参数符合规定要求,保证产品的质量。汽车零件的制造质量直接取决于汽车的运行性能和安全性,因此在零件加工中需要很高的精度。由于汽车零部件是批量生产的,传统的测量工具不再适用于零部件的工艺效率和质量控制。在汽车零件制造过程中,零件准确地装配在检测工具中,以便通过目视检查、测量图纸、拉伸器规则等实现在线零件检测。以快速确定零件的制造状态并提高零件的加工质量。检验工具功能齐全、快捷及时,不仅可以检测零件的加工质量,还可以控制模具零件在实际加载过程中的协调,以满足整体车辆性能的设计要求。所使用的检测工具因不同组件的定位和检测要求而异,在这方面是具体的。
毛坯平面度检具是一种特殊的专用检具,用于评估薄壁件的变形量是否符合要求。它们在准确快速地检测薄壁件的平面度,确保零件的交付符合要求,在保证整个车辆的质量方面发挥着重要作用。随着汽车零部件的更新换代,零件复杂性增加。专用性强是毛坯平面度检具起到至关重要。
2毛坯平面度检具在薄壁件制作过程中的作用
每一个检具设置的目的,综合考虑产品在实际批量生产过程中,由于产品尺寸、生产工艺等原因,可能发生的问题点,进行检具的设计。需要考虑批量生产时,可能发生拱起、翘曲变形问题,检测的尺寸不足时难以反应零件的实际状态的。
薄壁件铸造出来后,就会有一定的变形,而变形量是否能满足后续的加工,或在车子上的组装等。需要对变形量进行控制,而变形量在一定程度上是允许的。超过要求就会有影响。所以需要有专用的检具进行检测。
根据零件的形状、大小等情况,我们会设计不同的毛坯平面度检具。在长期的经验积累下,目前使用的薄壁件毛坯平面度检具一共分了以下四类:1、普通平板检具;2、柱子点对点检具;3、定位打表检具;4、仿形检具。
3毛坯平面度检具说明
3.1普通平板检具
普通平板检具是最早期时主要使用的毛坯平面度检具,此检具的方案来源于加工后平面度检测的平台检具。普通平板检具制作方便,使用一块大平板进行挖开零件上浇口和渣包的位置做避空,然后使用塞尺进行检具。可以快速的进行检测确认。
优点:简单方便,使用快速。制作容易。
缺点:避空位如果多了,整体平面度拿不准,局部变形可能识别不出来。毛坯倾斜了也识别不出来。
适合于需要全检,形状比较简单的零部件上,但存在一定的风险,需要定期进行抽查确认。
在检具的维护上也比较容易,平台容易存放,检具的定期校准也只需要确认检测面的平面度,保证平面度就可以保证使用效果。
图示:普通平板检具
3.2柱子点对点检具
柱子点对点检具是使用3个点做为定位点,然后检测其它点的高度变化情况。柱子点对点检具适合于零件加工面上的浇口和渣包比较多,需要做较多避空位置的零件。使用等高的柱子进行检测毛坯平面度检具,需要结合塞尺使用,用各点间隙量来确认平面度的合格数。
优点:可以检测到大部分位置,保证平面度;
缺点:检测时耗时比较高,制作困难。
适用于部分平面度形状比较复杂,加工面上有较多浇口和渣包的零件。
在检具的维护上存在一定的难度,需要确认好每个柱子的尺寸。特别是三个定位面的高度差。
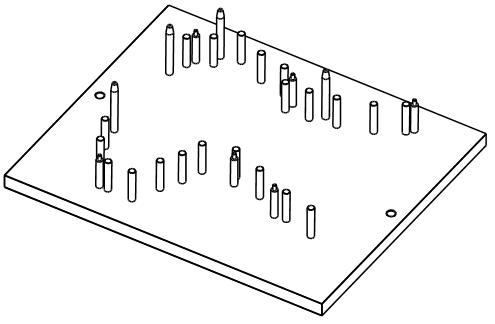
图示:柱子点对点检具
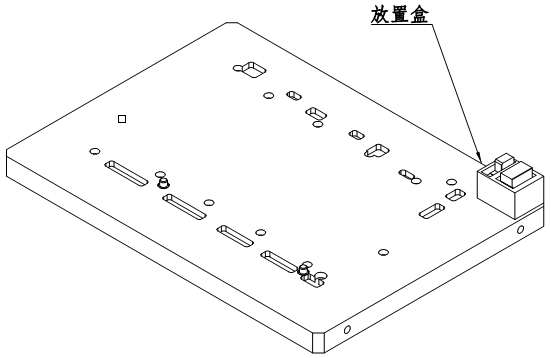
3.3定位打表检具
定位打表检具使用OP10是3个定位面进行定位,然后对OP10需要加工的面进行打表确认变形量。定位打表检具拟合了OP10加工的方案,可以更精确的测量出各点的变形量及输出变形数据。容易找出变形量大的点,进行矫形工艺的调整。
优点:准确确认变形位置,用数据进行量化。明确变形点。
缺点:检测需要技能水平,耗时相对比较长
适用于零件外形比较简单,有大平面需要加工的而且量大使用机械整形的产品。只适合用于抽检确认。定位打表检具需要配备台车和机械表,相对普通的平台检具在使用上需要大大提升使用人员的技能水平。
在检具维护上也比较容易,只需要确认好3个定位面的尺寸,和打表杆的平面度即可满足使用。

图示:定位打表检具
3.4仿形检具
仿形检具仿照零部件的形状进行设计,确认变形位置进行整形。仿形检具通常是用于结构比较复杂的产品,外形奇形怪状的零件。根据零件的3D设计按照变形控制量来输出仿形检具的尺寸。仿形检具在设计上是有一定的难度,需要综合考虑的方面比较多。
优点:仿照零部件形状,可以快速识别出问题;
缺点:比较复杂,设计和制作及操作比较困难。制作成本高检测耗时长。
适用于大型的薄壁件,形状复杂的零件,目前在结构件的研发过程使用比较多。
在检具的维护上,仿形检具会比较有难度。检具的结构负责,测量点和测量基准会比较多。在校准确认时候往往需要多方面进行综合考虑才能输出最终的评估。

图示:仿形检具
不同类型的汽车零件,会有不同的要求。不同的客户会有不同的要求,如何给客户提供合格品是我们需要思考的问题。汽车轻量化后,薄壁件的变形量是众多企业中的控制难点。我们会综合不同零件进行设计不同的适合使用的检具。毛坯平面度的选型也是在前期策划中考虑的重点。毛坯平面度给零件的开发过程带来便捷,能快速确认毛坯平面度的变形量,在开发过程中可以根据变形量进行改善。如果没有毛坯平面度检具,确认毛坯的变形量需要送检三坐标才能检测出来,这个过程需要等待。
薄壁件在开发过程中就需要做好充分的评估。并且选择正确的检具方案更容易推进零件的批量生产。
4结束语
为了能不断提高薄壁件零部件质量,毛坯平面度的确认是重中之中。经过不断的探索和挖掘,目前主要用以上4种方式进行检验。还需要不断的进行改善优化。希望能探索出更简便更适合现场使用的毛坯平面度检具。不断优化检具的设计方案,提高检具设计的有效性,切实发挥检具的应用价值,为促进薄壁件的生产水平的提升创造良好的条件。
参考文献
[1]汽车车身整车主模型检具的研究与开发[J].李钦生,何俊.机械设计与研究.2018(06)
[2]浅谈汽车零部件总成检具验收方法[J].韦仁鲜.汽车与驾驶维修(维修版).2017(05)
[3]检具在汽车零件质量检测中的作用及设计的有效性分析[J].贾雪,邢靖涛,刘玉博.汽车博览.2020(09)
[4]检具在汽车零件质量检测中的作用及设计的有效性[J].戴国锐. 基层建设.2021(10)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



