单位:广东中烟工业有限责任公司梅州卷烟厂 514000
摘要:目前卷接包车间共有14台套硬盒包装设备,受上游运行状态、更换材料、剔除不合格品、辅料来料速度等因素影响,包装机运行速度会有所不同,导致透明纸加热成型时间不同,而现有设备上的运行各部分烙铁的热封温度只能设置一个固定值。我们通过调研发现由于端部烙铁热封不良引起的烟包小透密封度超标的问题存在持续改进的空间,通过研究小盒透明纸包装机在对烟包小透包装中包裹情况的短板,从不合格烟包剔除,小透端部热封烙铁结构等方面进行改进,最终降低烟包小透密封度超标率,提高烟包小透整体美观率。
关键词:端部烙铁;密封度;超标率
1 工艺流程
密封度是卷烟生产过程中的一项重要的物理指标,良好的密封度可以有效防止卷烟长时间储存时烟支香味的泄漏,减少外界温湿度对烟支的影响以及水分的流失,延长卷烟的储存时间。密封度差的卷烟包装,则会因储藏时间长导致烟支香味泄漏,外界环境变化还会导致烟支干裂和霉变,严重影响了烟支的质量。
小盒透明纸包装机在叠包成型通道上装有两个透明纸端部加热器,当包裹好透明纸的烟包进入端部热封通道时进行透明纸顶底部的热封,两个加热器分别通过与烟包的高温接触对透明纸进行加热密封,使烟包透明纸包装更为平整。
2 问题分析
2.1 烟包小透密封度超标率统计分析
通过查阅车间去年各机台小盒透明纸包装机的小透密封度超标率的相关历史记录,收集各机台的小透密封度超标率数据,并对其进行统计分析,统计情况如下表1所示。
表1 各机台小透密封度超标率统计表
机台 | 1# | 2# | 3# | 4# | 5# | 6# | 7# | 备注 |
超标率 | 16 | 18 | 17 | 20 | 15 | 10 | 13 | 平均;15% 最大:20% 最小:8% |
机台 | 8# | 9# | 10# | 11# | 12# | 13# | 14# | |
超标率 | 12 | 8 | 19 | 16 | 15 | 18 | 13 |
在小盒透明纸包装机工作过程中,透明纸成型后都会出现一定褶皱,在烙铁热封面尤为明显。虽然少量的、轻微的褶皱在工艺上是被允许存在的,但随着透明纸材料的质量提升、设备技术进步,客户对产品的要求也越来越高,而尽可能减少透明纸褶皱是提升产品外观、提高客户满意度的一个重要方式。而车间各机台小透密封度超标率平均高达15%,其中最大超标率竟高达20%。因此降低各机台烟包小透密封度超标率存在持续提升的空间。
2.2 烟包形成褶皱情况分析
小盒烟包尤其是硬盒小盒烟包的侧长边透明纸热封区域各个点的“硬度”(使其发生变形所需力度)不一致。四条边框较硬,中间区域较软,在烙铁与烟包接触时,容易造成侧长边透明纸在“软”区域热封不粘连,手搓易出现分离现象,产生不合格产品。也可能使“硬”边框热封过度,“软”区域热封不够,从而形成透明纸褶皱。
透明纸烟包热封面除了侧长面外,还有烟包顶底面。烟包经过顶底折叠和叠包装置后,由双包推杆推进顶底烙铁工作位。在烟包停顿时,顶底烙铁工作面靠拢烟包,对烟包顶底面进行热封。烙铁在对顶底面热封的同时,也容易在与顶底热封面交界的其他平面产生一定褶皱,尤其是烟包正面和背面更为明显,这类褶皱俗称“风琴皱”。
此外包装透明纸辅料自带粉尘严重,容易积尘、积垢,实际生产过程中每隔2小时就需清洁一次,且透明纸积尘、积垢加剧了热封效果的差异性和皱褶烟包的产生。
2.3 烟包正面、侧面、端面密封度超标率数据统计分析
通过对烟包小透的端面、侧面、正面密封超标率数据进行了分类统计,并对相关数据进行统计分析发现烟包小透端面密封超标率占80%,远大于烟包侧面和正面的密封度超标率,因此可以确定烟包端面密封度超标率高是造成烟包小透密封度超标率高的主要原因。
3 改进思路
端部烙铁的作用主要是对顶、底面透明纸折叠重合部位进行热封。烙铁在热封工作时,如果对整个顶、底区域进行热封,就很容易在端面与其他平面区域产生皱褶,所以有必要将烙铁工作面加工成凸出的“工”字型,“工”字型主要对透明纸折叠重合部位进行热封,端部烙铁工作面示意图如下图1所示,灰色部分是烙铁突出位置,其中“工”字型灰色区域是烙铁与烟包顶底的主要接触面。对烙铁工字型位置进行改进,可适当增高“工”字型突出高度,减小“工”字型中间“1”区域的宽度。
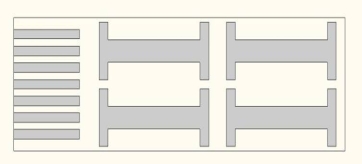
图1 端部烙铁工作面示意图
4 设计和实施
4.1 设计绘图
控制烙铁工作面“工”字型的突出高度和突出位置的倒角。过高或倒角不够大,可能出现烟包撞伤的情况;过低或倒角过大,则可能改善效果不明显。除此之外,“工”字型的“I”区域宽度减小量也很重要,宽度过窄则可能热封不良;过宽则改善效果不明显。
通过对端封烙铁的“工”字型区域的尺寸进行了修改,首先是将凸出量增大,使烙铁工作时,非“工”字型区域尽量不接触烟包。“工”字型区域最小不应小于原烙铁的面积,而考虑到实际生产中,透明纸折叠区域存在一定的偏差,所以“工”字型区域面积必须要增大,确保透明纸折叠重合部位得到热封。通过实验评估可知“工”字型凸出高度为1.5mm时热封效果最佳。
4.2 安装调试
根据设计图完成零件的采购和加工后,将改进后的端部烙铁安装在14台硬盒包装机的端部输出通道上,如下图2所示。


图2 改进型端部烙铁安装示意图
通过对改进后端部烙铁的热封运行情况进行测试,统计烟包密封度的超标率,统计结果如下表2所示。各机台烟包小透密封度最大超标率为3%,共有4台套,有4台套超标率最小,仅为1%,14台套硬盒包装机的平均超标率为2%。各机台小透密封度平均超标率由改善前的15%降低至改善后2%,降幅为86.7%,改善效果显著。
表2 各机台小透密封度超标率统计表
机台 | 1# | 2# | 3# | 4# | 5# | 6# | 7# | 备注 |
超标率 | 2 | 3 | 3 | 2 | 1 | 2 | 1 | 平均;2% 最大:3% 最小:1% |
机台 | 8# | 9# | 10# | 11# | 12# | 13# | 14# | |
超标率 | 3 | 1 | 2 | 2 | 1 | 2 | 3 |
5 结论
本项目对端部烙铁表面工字型区域进行改进,适当增大“工”字型突出高度,减小“工”字型中间“1”区域的宽度,改善了烟包小透端部热封的效果,最终降低了烟包小透密封度超标率,提高烟包小透整体美观率。减少了废烟包的产生,降低了产品质量风险,避免操作工在生产的同时还要进行处理废烟包,进仓库翻烟等劳动付出,降低劳动强度。
参考文献
[1]濮良贵, 纪名刚. 机械设计[M]. 北京: 高等教育出版社, 2006.
[2] 曾学淑,何邦贵.GDX2小盒透明纸包装侧边热封装置的改进[J].科学技术与工程.2012,(32).
[3]文鹏,白晓红,黎洪利,等.卷烟小盒透明纸包装密封性研究[J].包装工程.2010,(23).
[4]王向伟,迟车仁.GDX2香烟包装机盒包薄膜平整度影响因素的研究[J].包装工程.2008,(7).
[5]董世谦.Focke 350包装机组小包透明纸起皱现象的消除[J].烟草科技.2001,(2).22-23.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号