(陕西黄河集团有限公司 西安 710043)
摘要:为了改善铍青铜试样表面的抛光效果,解决传统机械抛光划痕深浅不一问题,我们研制了一种全新的抛光工艺——电解抛光。电解抛光工艺与溶液浓度、时间、电压等参数密切相关,合理控制与这些工艺参数才能达到理想的抛光效果。
关键词:铍青铜 抛光 工艺参数
1 引言
铍青铜是铜合金中综合性能极佳,时效效果极好的一种典型铜合金材料。它具有很高的强度、硬度和弹性极限;且弹性滞后小,稳定性高,抗蠕变、耐磨、耐蚀、耐疲劳、无磁性、导电导热性能高,冲击时不产生火花等优良性能。该材料具有仪表小型化必不可少的独特性能,60%的铍青铜材料用于制造弹性元件,此外,还用于精密仪器制造,是各个工业领域必不可少、不可替代的材料。
2 选材及试验
2.1 选取试样材料及规格,见下表
试样用途 | 材料牌号 | 规格 | 试样数量(个) | 备注 | |
1 | 电压电流特性曲线的确定 | QBe2 | 15×Ф5 mm | 20 | 包含备用 |
2 | 电解抛光 | QBe2 | 15×Ф5 mm | 100 | 包含备用 |
2.2试验
2.2.1电解抛光机理
电化学抛光机理——粘性薄膜理论:抛光主要是阳极电极过程和表面生成的金属盐膜共同作用的结果。
在电解抛光液中,以被抛光件作为阳极,不溶性金属作为阴极,两极之间加上电压,逐渐增大电压时,对应于电压电流如图1所示。这条特征曲线可分成3段:在AB段,对着电压的上升,电流也按比例增加;在BC段,虽然电压升高,但电流保持不变;在CD段,电流又随电压的上升急剧增大,由此可见,在曲线的不同阶段,阳极金属的溶解特性会发生不同的变化。一般来说电解抛光时选择的电流与电压应该位于BC段之间, BC段因而又被称为抛光段。

图1电解抛光电压电流特性曲线
2.2.2抛光液的选择
在抛光的电解液中,磷酸是应用最广的一种成分,因为磷酸能跟金属或其氧化物反应生成各种磷酸盐,使抛光溶液成为导电性能较低的黏性胶状液体,这种胶状液体附着于之间的表面,形成液膜,这对于制件的电化学整平抛光起着很大的作用。因此,选择磷酸作为抛光液。
2.2.3电解抛光液浓度和电压的确定
为了得到符合图1所示的电解抛光的电压电流特性曲线,我们选用浓度为30%~90%的磷酸水溶液及0.2~7.0V的电压进行电解抛光试验。根据所测的试验数据绘制出各浓度下的电压电流特性曲线,如图3所示。由图3可知,磷酸浓度70%、80%、90%符合图1的电解抛光的电压电流特性曲线,1.4~2.4V的电压范围符合图1的BC段。



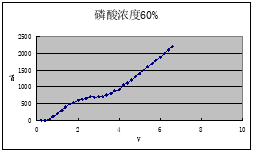



图3 不同浓度下电解抛光的电流电压特定曲线
2.2.4电解抛光试验
根据图3,我们选择时间5min、10min、15min在1.4~2.2V的电压及70%、80%、90%的磷酸水溶液中对试样进行电解抛光,并对试验后试样表面粗糙度的测量。
3.试验结果与分析
3.1试验结果
试验数据结果见表1、表2、表3。
| 5 | 10 | 15 |
1.4 | 0.10 | 0.045 | 0.050 |
1.6 | 0.15 | 0.025 | 0.012 |
1.8 | 0.035 | 0.015 | 0.012 |
2.0 | 0.040 | 0.025 | 0.010 |
2.2 | 0.05 | 0.025 | 0.050 |
表1 磷酸浓度70%
| 5 | 10 | 15 |
1.4 | 0.030 | 0.040 | 0.030 |
1.6 | 0.050 | 0.030 | 0.025 |
1.8 | 0.025 | 0.012 | 0.010 |
2.0 | 0.050 | 0.10 | 0.025 |
2.2 | 0.050 | 0.070 | 0.020 |
表2 磷酸浓度80%
| 5 | 10 | 15 |
1.4 | 0.020 | 0.012 | 0.012 |
1.6 | 0.020 | 0.025 | 0.025 |
1.8 | 0.050 | 0.015 | 0.012 |
2.0 | 0.020 | 0.012 | 0.015 |
2.2 | 0.10 | 0.15 | 0.20 |
表3 磷酸浓度90%
3.2结果分析
由试验结果可知,最佳的电解抛光参数为:磷酸水溶液浓度70%、电解抛光电压1.6~2.0V、电解抛光时间10~15min。
4 结论
机械抛光后的粗糙度为0.035μm,而用电解抛光后的粗糙度可以达到0.012μm,由此可看出铍青铜电解抛光与传统的机械抛光工艺相比,电解抛光后的试样表面光洁度更高,并且没有明显的划痕等优点。
5 参考文献:
[1]陈天玉.不锈钢表面处理技术[M] 化学工业出版社,2005.3.
[2]李家柱,任玮 电镀工[M] 机械工业出版社,2011.7

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号






