中国石油化工股份有限公司金陵分公司 210033
摘 要 渣油加氢装置是金陵分公司重要的二次加工装置, 2017年8月II渣油加氢装置建设投产以来,装置加工量稳定,加工负荷基本保持100%,减压渣油掺炼率达60%以上,在2021年度中国石化同类型装置综合竞赛累计达标成绩排名第一。为进一步提高企业竞争力,开拓市场提高经济效益,响应石化总公司要求,近年来金陵分公司以I、II套渣油加氢装置为抓手优化加氢常渣产能,着力拓展企业利润增长点,生产符合市场需求的船燃用油,目前公司生产的船燃用油市场销量逐年攀升。为进一步加大产品竞争力,提高加氢常渣产品质量,本文就如何降低加氢常渣中的硫含量做深入研究。
关键词:渣油加氢 加氢常渣 硫含量
1 装置概况
1.1 装置简介
200万t/a渣油加氢处理装置以减压渣油、直馏轻重蜡油为原料,与氢气混合后,在催化剂的作用下,经过催化加氢反应,脱除硫、氮、金属等杂质,降低残炭含量,为催化裂化装置提供原料。同时生产部分柴油,并副产少量石脑油和干气。根据装置原料油性质及目标产品的质量指标,同时并不要求较高的渣油转化率,因此,装置采用固定床渣油加氢工艺,采用抚顺石油化工研究院(FRIPP)提供的设计基础数据进行设计。反应部分采用热高分工艺流程,分馏部分采用汽提塔+分馏塔流程。
1.2 全年常渣生产状况
I、II套渣油加氢装置原料、产品构成一致、生产参数控制与流程相仿,II渣加原料油加工能力大于I渣加,按照公司制定的船燃生产方案,I、II两套渣油加氢装置均可生产加工合格船燃用油,综合对比I、II渣油加氢装置加氢常渣产量、能耗、效益等多项指标,运行部确定由II渣油加氢主担生产船燃用油任务,在II渣加停工、检修或消缺期间由I渣加生产船燃油。2021年度II渣油加氢装置开工生产359天,全年加工混合原料油共2100647吨,其中减压渣油1269018吨,新鲜进料平均为243.79t/h,加氢常渣产量1931004吨,装置负荷率97.52%。,掺渣率完成61.18%。下表为2021年1月~2022年12月II渣油加氢加工量与加氢常渣产量对照表。
时间项目 | 2021年 | |||||||||||
1月 | 2月 | 3月 | 4月 | 5月 | 6月 | 7月 | 8月 | 9月 | 10 | 11 | 12 | |
处理量(t) | 149546 | 167679 | 187135 | 183025 | 185853 | 179940 | 150586 | 192476 | 180001 | 171910 | 171071 | 181425 |
加氢常渣(t) | 137465 | 154130 | 172013 | 168236 | 170836 | 165400 | 138418 | 176923 | 165456 | 158019 | 157248 | 166765 |
表1 加氢常渣产量、处理量对照表
在表1分析的基础上通过生产计划处对生产船燃用油期间加氢常渣性质参数中硫、氮、焦质、沥青质、金属含量等几项因素进行跟踪,统计数据、制做了2021年1月到2021年12月加氢常渣质量数据汇总表(见表2),经大家认真分析和公司技术质量处专家交流后,一致认为,II渣油加氢装置加工负荷稳定,设备完好、控制系统先进,进一步优化反应系统操作参数,可以稳定产出符合质量控制要求的船燃用油。但是随着原油劣质化的加剧、环保要求的提高,减少碳排放,油品质量升级势在必行,生产中进一步降低加氢常渣硫含量,为企业增创效益、扩展船燃用油的市场份额,提高竞争力,可促进企业高质量发展。
加氢常渣 | 密度(20℃) | 5% | 终馏点 | 残炭(微量法) | 硫含量 | 总氮 | 铁 | 钙 | Ni+V | 胶质+沥青质 | 粘度(50℃) |
单位 | kg/m3 | ℃ | ℃ | %(m/m) | %(m/m) | mg/kg | mg/kg | mg/kg | mg/kg | %(m/m) | mm2/s |
工艺指标 | <=942 | <=7 | <=0.65 | <=2500 | <=15 | ||||||
1月 | 913.8 | 322 | 540 | 4.23 | 0.38 | 1045.1 | 2.6 | 7.0 | 6.3 | 17.2 | / |
2月 | 925.1 | 273 | 540 | 4.23 | 0.42 | 866.6 | 2.9 | 5.7 | 9.4 | / | 123.4 |
3月 | 930.9 | 283 | 540 | 4.89 | 0.40 | 926.6 | 3.8 | 5.5 | 11.5 | 5.0 | 195.2 |
4月 | 932.9 | 284 | 540 | 5.46 | 0.44 | 1040.0 | 4.2 | 6.9 | 10.6 | 3.8 | 234.7 |
5月 | 932.3 | 298 | 540 | 5.34 | 0.44 | 938.0 | 4.5 | 6.3 | 11.6 | 7.3 | 196.6 |
6月 | 932.3 | 301 | 540 | 5.06 | 0.45 | 1174.8 | 5.6 | 6.2 | 12.0 | 5.3 | 185.9 |
7月 | 930.4 | 295 | 537 | 4.20 | 0.45 | 1163.3 | 4.9 | 7.7 | 9.9 | 4.7 | 173.6 |
8月 | 930.1 | 319 | 540 | 4.67 | 0.5 | 1187.7 | 3.5 | 7.1 | 11.6 | 6.8 | 178.9 |
9月 | 931.6 | 321 | 540 | 4.91 | 0.43 | 1414.0 | 3.7 | 7.4 | 14.3 | 8.2 | 222.5 |
10月 | 931.4 | 319 | 540 | 4.87 | 0.41 | 1210.0 | 2.4 | 6.1 | 13.0 | 3.8 | 198.0 |
11月 | 931.8 | 317 | 540 | 5.36 | 0.44 | 772.1 | 2.3 | 6.4 | 12.0 | 4.2 | 173.2 |
12月 | 931.1 | 320 | 540 | 4.77 | 0.45 | 885.5 | 2.6 | 6.2 | 11.4 | 4.7 | 171.3 |
平均值 | 929.5 | 304 | 540 | 4.83 | 0.43 | 1052.0 | 3.6 | 6.5 | 11.1 | 6.5 | 186.7 |
表2 2021.1-12月II渣加加氢常渣性质分析数据统计表
2 加氢脱硫反应机理
硫化物的存在影响了油品的性质,给油品的加工和使用带来了许多危害:加剧机械设备的腐蚀,给炼油过程增加困难,降低油品质量,燃料燃烧造成环境污染等。石油馏分中有代表性的含硫化合物主要有硫醇、硫醚、二硫化物和噻吩等。 硫醇加氢反应时,发生C-S键断裂,硫醚加氢反应时,首先生成硫醇,再进一步脱硫。二硫化物加氢反应时,首先发生S-S键断裂,生成硫醇,再进一步发生C-S键断裂,脱去硫化氢。在氢气不足的条件下,硫醇也可以转化成硫醚。噻吩加氢反应时,首先是杂环加氢饱和,然后是C-S键开环断裂生成硫醇,最后生成丁烷。
渣油中有60%以上的硫分布在胶质和沥青质中,大部分硫以硫醚和噻吩类结构形式存在,例如烷基取代的噻吩、苯并噻吩、二苯并噻吩以及五元环硫醚和六元环硫醚等系列。通过氢解反应将含硫化合物分子的C-S键断开,使S转化为H2S。
存在于非沥青质中的硫,在加氢条件下较容易脱除,可达到较高的转化深度,但存在于沥青质中的硫,由于沥青质的大分子结构,则很难脱除,因此,渣油加氢脱硫过程的脱硫率是有一定限度的。各种类型硫化物的氢解反应都是放热反应,总体反应热大约为550kcal/m3耗氢。加氢脱硫反应是渣油加氢过程中的主要反应,对反应器中总反应热的贡献率最大。
3 影响加氢常渣硫含量的因素分析
3.1 直供渣油量波动
II渣加装置掺炼渣油原料主要由II、III、IV常减压供给,掺炼渣油量受装置掺炼比和原料过滤器性能制约,在正常生产中,掺炼渣油量由IV减直供热渣,不足部分由罐供冷渣提供,冷渣量小于总掺渣量的15%,生产船燃用油时,反应器进料保持250t/h、掺渣总量150t/h,在IV常热渣直供渣油量波动时,可以通过罐供冷渣量及时调节,保持掺渣总量稳定,掺渣比≯64%。
2022年 | 加氢常渣硫含量/% | 混合原料硫含量/% | 掺渣率/% |
1月7日 | 0.38 | 3.13 | 61.1 |
2月13日 | 0.4 | 3.3 | 62.7 |
3月20日 | 0.42 | 3.32 | 64.7 |
4月16日 | 0.44 | 3.37 | 64.7 |
表3 掺渣率与加氢常渣硫含量分析统计表
由表3中可看出,在生产稳定情况下,随着原料中掺渣率增加,加氢常渣中硫含量也相应增大,因此需要我们在操作中密切关注加工原料中掺渣率的变化,通常当IV常直供热渣量波动时,及时联系IV常调节平稳,以防止装置原料过滤器受到冲击、切换周期缩短,装置降量操作。
3.2 原料性质差
装置掺炼的渣油为原油中最重的部分,原油中绝大多数的硫、氮、残炭和金属等杂质均富集在渣油中。渣油中含有高分子量的大分子胶质和沥青质组分。为保障装置平稳运行,混合原料油经过滤器过滤杂质后进反应器,同时对原料油中的杂质含量有严格要求。经过对II渣油加氢装置2021年原料油化验成绩的追踪统计,发现原料中的硫含量、Fe、Na、Ca、Ni+V等指标频繁超标,经统计,本年度混合原料共分析354次,原料铁离子含量分析100次,超标5次,超标率5%;钙含量共分析100次,其中超标93次,超标率93%;钠含量全年共分析100次,其中超标0次;硫含量全年共分析354次,其中超标1次。原料S、铁、钙离子含量高易堵塞催化剂孔道,造成床层压差上升,反应器内构件损坏,催化剂永久失活,可导致加氢常渣产量、质量下降,装置开工周期缩短无法完成船燃用油生产任务。
3.3 氢分压波动
在加氢脱硫过程中需要维持较高氢分压,有利于加氢反应和抑制缩合生焦反应,可促使加氢反应的进行,有助于原料的脱硫,同时还可防止或减少催化剂结焦,有利于保持催化剂活性,提高精制强度。在生产中可过通过调节新氢机做功负荷,调节排废氢量,来调节反应系统压力从而改变反应系统氢分压。氢分压![]() 反应系统压力*循环氢纯度%。
反应系统压力*循环氢纯度%。
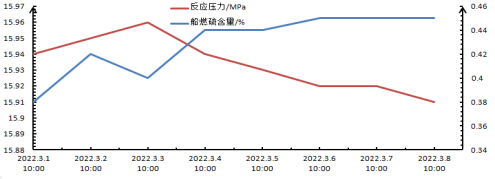
图1 反应压力与船燃硫含量关系图
图1所示可以发现船燃加氢常渣硫含量与反应压力有轻微的反比例关系,在实际生产中反应系统压力通过新氢补充量自动调节,在新氢管网压力充足、新氢压缩机工况正常的情况下,反应系统压力可以实现自动控制,维持正常的控制范围。
3.4 反应温度低
加氢反应属于放热反应,反应温度根据催化剂和油品性质决定,从动力学上讲,即从化学平衡的角度,高温不利于反应彻底进行,但从热力学上,即加快反应速度来讲,提高反应温度会加快加氢反应的反应速度,提高脱硫、脱氮、脱金属率。反应温度过高对催化剂寿命和设备都不利,在产品质量能满足条件的情况下,可采取较低的反应温度。II渣油加氢第三反应器R103是脱硫反应器,正常生产中加氢常渣硫含量大小主要通过调节R103反应温度来实现。
表4统计的是II渣加第三开工末期R103温度与加氢常渣硫含量的对应关系,II渣油加氢四个反应器中分别积配装填不同类型的催化剂,各类型催化剂在反应器内发挥不同的作用,加氢脱硫反应主要集中在R103、R104中。实际操作中,主要通过调整R103入口急冷氢控制阀TIC-10621的开度调节冷氢量来控制R103床层的脱硫反应温度,由上表可看出R103反应温度高低与原料的脱硫率成正比。在生产中控制加氢产品中杂质脱除率最主要方法就是调节反应温度,在空速、掺渣比一定的情况下,反应温度越高,加氢常渣中硫含量下降。
2022年 | 加氢常渣硫含量/% | 脱硫率/% | R103均温/℃ |
1月 | 0.38 | 88.41 | 391 |
2月 | 0.40 | 87.42 | 391 |
3月 | 0.42 | 87.22 | 390 |
4月 | 0.44 | 86.87 | 389 |
5月 | 0.44 | 86.86 | 387 |
6月 | 0.45 | 86.57 | 385 |
7月 | 0.45 | 86.29 | 384 |
8月下旬停工 | 0.50 | 85.41 | 383 |
表4 R103均温与加氢常渣硫含量对应关系图
3.5 催化剂失活
渣油在加氢反应过程中,通常伴有缩合生焦副反应发生,产生的焦碳不断沉积在催化剂上,可导致催化剂逐步失活,原料油精制能力不足,脱硫效率下降,需要提高反应温度的方法来保持产品的质量。查询II渣油加氢装置第三周期后期2022年1-8月催化剂失活速率和催化寿命数据,统计如下:
2022年 | 催化剂失活速率累计,℃/ d | 催化剂寿命累计,t油/kg |
1月 | 0.0653 | 3.22 |
2月 | 0.0668 | 3.46 |
3月 | 0.0672 | 3.73 |
4月 | 0.0654 | 3.99 |
5月 | 0.0625 | 4.251 |
6月 | 0.0591 | 4.51 |
7月 | 0.054 | 4.76 |
8月下旬停工 | 0.0556 | 4.89 |
表5催化剂失活速率和催化寿命数据
根据表5我们发现催化剂的失活速率基本维持在0.05-0.07℃/ d,催化剂寿命每月增加0.2-0.3t油/kg,结合生产实际情况直至8月下旬装置停工检修,反应系统压降仍可以保持在3700KPa、反应器床层最高温度在420℃(工艺指标≯435℃),第三周期开工未期仍可以通过调节反应温度控制加氢常渣硫含量大小。
4 采取对策
4.1改善原料性质
4.1.1增加直供重蜡流程
针对混合原料温度低,油品粘度高,影响过滤器过滤效果的问题,在II渣油加氢装置第三周期停工检修时,在原有的罐供重蜡油进装置流程上增加IV常减压重蜡热直供管线。该管线经过改造后, II渣油加氢装置混合原料中约40t/h罐供重蜡油改为IV常减压热直供重蜡油,原料油预热温度上升。
项目 | 实施前后对比 | |
IV常减压重蜡流程 | 改造前 | 改造后 |
原料混合温度℃ | 133-136 | 137-141 |
表6 项目实施前后对比
4.1.2原料过滤器滤芯吹扫
原料过滤器有8组构成,生产中处于并联状态,正常生产中8组过滤器处于自动控制状态, 吹扫时主要方法是维持7组过滤器在自动程序执行状态,将需要蒸汽吹扫置换的一组过滤器改手动状态工作,关闭该组的原料和常渣手阀,将该组每个电磁阀由PROGRAM状态改为OPERATOR状态并使其关闭,打开每组滤桶顶部相应的蒸汽吹扫阀和滤桶后去重污油的流程,将每组9个滤桶的电磁阀依次打开,确保每个滤桶有充分的吹扫时间,同时控制好吹扫蒸汽量以防对下游装置产生冲击。
滤桶蒸汽吹扫完毕后,使用常渣赶水,保持重污油线畅通,待滤桶赶水结束后,投用过滤器原料和常渣流程,关闭滤桶出口重污油排放流程,同时将该组每个电磁阀由OPERATOR状态改为PROGRAM状态并使其打开,最后点击每组的切换和投用开关,进入投用模式。后续每组过滤器依次蒸汽吹扫置换皆采取统一模式,最终以完成8组过滤器的蒸汽吹扫置换工作。
图2为过滤器蒸汽吹扫前后的差压变化曲线,可以看到吹扫前过滤器每次反冲洗周期为45分钟左右,吹扫后差压上升速度明显下降,班组每三个小时对过滤器进行一次手动反冲洗,原料性质较之前更为稳定。


图2过滤器吹扫前后差压对比
4.1.3降低原料硫含量
生产船燃用油期间II渣油加氢装置减压渣油掺炼比达到60%以上,装置原料中的减压渣油主要由II、III、IV套常减压装置供给。生产中采取调整上游装置原油掺炼比例的方法,联系调度针对II、III、IV常掺炼的油种进行优化组合,使得装置尽可能多炼低硫渣油。在调查了解近期常减压装置的原油掺炼比例后,查询相关原油的硫含量,整理如下表:
减压渣油供方 | 掺炼原油油种 | 掺炼比%(掺炼量t/h) | 硫含量% |
Ⅱ常减压 | 管道 | 85 | 1.2 |
NWSC | 15 | 0.09 | |
Ⅲ常减压 | 巴士拉 | 57 | 3.23 |
沙重 | 25 | 3.28 | |
巴重 | 18 | 4.28 | |
卡斯 | 18 | 2.17 | |
NWSC | 50t/h | 3.0 | |
Ⅳ常减压 | 阿曼 | 55 | 1.46 |
巴士拉 | 45 | 3.23 | |
NWSC | 50t/h | 3.0 |
表7 减压渣油供料方原油掺炼油种
由上表可以看出原油中硫含量较高的种类有:巴重、沙重、巴轻。II常减压渣油产量低,性质以低硫高酸为主,在直供I催化装置做原料后,外供渣油加氢装置的余量较小,目前做罐供渣油调配使用。IV常减压主要掺炼的阿曼油硫含量较低,船燃用油生产中当混合原料油硫含量较高时,采取汇报工区、生产调度,通过改变上游装置原油掺炼比例的措施,多掺炼低硫原油,相比较本装置尽可能多炼IV常减压装置直供的低硫优质渣油。
4.2提高反应温度
II渣油加氢反应器由四个反应器R101、R102、R103、R104顺向串联组成,由于2022年9月II渣油加氢第四周期装填催化剂时,R103采取普通装填方式,将大部分脱硫催化剂密相装填在R104中,因此正常生产中在生产船燃用油加氢常渣中的硫含量升高时,可采取提高R104入口温度的方法来提升原料油脱硫效果,具体通过调节R104入口的急冷氢控制阀开度,改变注入R104床层冷氢量来达到控制、调节R104床层温度的作用。统计了2022年10月份中旬至11月份下旬R104入口温度、R104温升和脱硫率的数据,在正常生产中发现提高反应温度后的脱硫效果很明显,操作上产生的主要现象为:R104入口温度由364℃提高到371℃后,R104温升提高了近1.2℃,加氢常渣硫含量有效控制<0.42%范围内,满足公司船燃油生产需要。
。(II渣加装置2022.9月底第四周期开工,开工初期催化剂活性高、反应温度低)


图3 R104入口温度与温升和脱硫率的关系
4.3船燃流程改造
为响应中石化集团公司生产船燃用油的要求,金陵公司积极执行,成立攻关小组,多次如开专题会议,实施低硫船燃油技术攻关,于2019年、2020年、2021年先后在优化减压渣油、加氢常渣热供料流程的基础上对I、II渣油加氢装置的原料油过滤器反冲洗流程、进行了技术改造。

图4 II渣加装置过滤器反冲洗流程改造图
上图中红色为新增管线,绿色管线为原有管线,改造后反冲洗油流程主要有两路:1)在III催化正常生产期间,将原料过滤器反冲洗油至热渣流量计前,将含硫量较高的加氢常渣送至III催化装置,避免罐区加氢常渣硫含量超船燃指标。 2)在III催化停工期间,将原料过滤器反冲洗油至E208(加氢常渣/热水换热)前,经换热降温后至冷渣不合格线出装置,到罐区。
流程改造后,通过生产调试,在生产满足工艺条件的情况下,装置加工原料油硫含量≯3.8m%(工艺指标)范围内的原料油时,可将加氢常渣硫含量有效控制<0.42%范围内,满足公司船燃油生产需要。
5 经济效益核算
在装置生产船燃用油的生产过程中,II渣油加氢装置通过工艺优化操作,采取停用分馏加热炉、根据加氢常渣粘度分析指标间断量产柴油、加大减压渣油热供料互供量等措施保障船燃用加氢常渣产量的平稳,同时通过对现场设备包括原料过滤器设施及时维护,减少了设备故障率,进一步降低了处理量波动对船燃用加氢常渣产量的影响,提高了装置经济交益。在不考虑II渣油加氢装置原料加工费用的基础上,对船燃用加氢常渣的产出的经济效益进行估算:(注:成品油市场价格调研,船燃用油与加氢常渣市场差价约为30元左右;公司生产船燃用油的构成中,净化油浆与加氢常渣的比例维持10%:90%不变)
项 目 产 品 | 2022年产量 | 船燃油与加氢常渣市场差价 | 年均收益增加(万元/年) |
船燃油 | 800000吨/年 | 30元/吨 | 800000*30*0.9 |
合 计 | 2160 |
表8 船燃用加氢常渣经济效益核算表

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号