武汉精鼎科技股份有限公司 武汉市 430000
山东鲍德翼板有限公司原有一座燃发生炉煤气推钢式加热炉,用于钢坯轧制前的加热。由于地处市区,在发生炉煤气的生产和燃烧中,会产生一些有害物质和气体,为响应国家环保节能号召,对加热炉进行了技术升级改造。本次改造燃料由发生炉煤气改为天然气,天然气是目前国内推广的清洁能源,经优化燃烧后,燃烧产物内无明显毒害物质,不会对环境造成污染和危害。产能由40t/h提升到65t/h;目标能耗由2.1GJ/t,降到1.3GJ/t以下。
为达成上述主要技术指标,我们采用了空气单蓄热燃天然气烧嘴技术,燃烧控制采用全分散脉冲控制等先进技术,最终实现了所有预定指标。本文结合该加热炉的实际改造技术方案,对空气单蓄热技术在天然气加热炉上的应用进行探讨。
一、改造后的主要技术参数
主要技术参数:
炉 型:空气单蓄热燃天然气推钢式加热炉
烧嘴形式:空气单蓄热式烧嘴
坯料尺寸:150mm2*2350—6000mm; 165 mm2/165*225/280mm*6000
加热钢种:普碳钢、低合金钢、少量80#钢或27MnTiB;
钢坯入炉温度:常温
钢坯出炉温度:1100-1200℃
额定加热能力:65t/h
燃料低发热值:8500×4.18kJ/Nm3
燃气压力:6000--8000Pa
预热方式:空气单蓄热
装出料方式:端进侧出
炉内布料方式:单排布料,短坯料可双排布置
单位热耗: 1.3 GJ/t
氧化烧损: ≤1%
额定天然气消耗量:2380Nm3/h,
额定空气消耗量: 23800Nm3/h
额定烟气生成量: 26180Nm3/h
空气预热温度: 950—1050C
排烟方式:强制排烟
炉底水管冷却方式:汽化冷却
二、炉型及燃烧方式的选择
在本次技术改造中,对于炉型及燃烧方式的选择上,我们采用了空气单蓄热燃天然气推钢加热炉,主要考虑以下几个方面:
1、采用蓄热式燃烧技术,能将排烟温度控制在150℃,最大限度地降低烟气带走的热量,降低能耗。而采用常规烧嘴的加热炉,烟气经预热器后,排烟温度依然有500-600℃,加热炉能耗高。
2、助燃空气通过蓄热室后,能将空气预热到1000℃的高温,极大地回收了烟气中的热量,提高了燃烧的反应速度,从而为空气过剩系数α的降低提供了有利条件。在燃烧设计中,我们将空气过剩系数从常规加热炉的α=1.1,降低到α=1.05。燃烧过程中,氧含量的降低对氮氧化物NOx的形成能起到很好的抑制作用,从而降低氮氧化物的排放。
3、由于天然气为高热值燃料,发热值为8500×4.18KJ /Nm3,在高温状态下,天然气会产生裂解反应,形成炭黑及氢,炭黑容易在烧嘴喷口附近形成积碳,堵塞喷口。
反应方程式如下:CH4=C+2H2
该反应平衡常数随温度的升高而变大。当温度为727℃,平衡常数K=10.17,裂解效果已非常明显。
因此,不需要对天燃气进行蓄热。同时,为了防止烧嘴喷口的积碳堵塞,需要对天然气喷管构造设置冷却的技术处理,确保烧嘴长期稳定工作。
4、本次改造是在原有加热炉场地的范围内拆除、重建,原有进料辊道、出料辊道、推钢机、出钢机均利旧,加热炉在增加产能的情况下,长度方向上受到一定的制约。由于蓄热式加热炉内的烟气流动方向是横向往复运动的,与常规加热炉相比,可以不设置无烧嘴布置的烟气预热段,在同等产能的情况下,蓄热式加热炉的长度可以设计得更短。经设计计算,加热炉砌体全长确定为24m,能满足产能及场地的要求。
三、燃烧控制方式的选择
本次方案中采用了全分散式脉冲燃烧控制技术。
该全分散式的供热结构布置,以加热炉一侧垂直方向的上、下两个烧嘴为一组,作为同步燃烧的一个基本控制单元,由一个换向阀控制。全炉单侧设计14.5组烧嘴,其中上烧嘴15个,下烧嘴14个。烧嘴布置如图1所示。
图1:
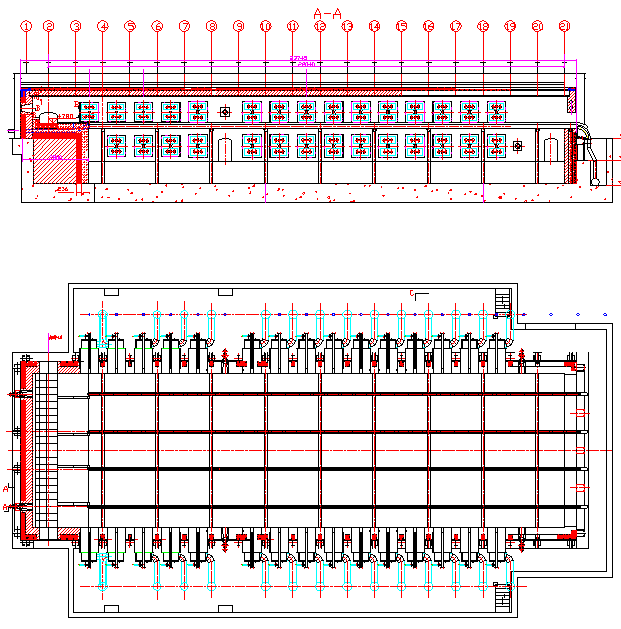
单侧布置14个二位三通换向阀,来实现空气供应与排烟之间的转换。均热床上边单独的一个上烧嘴与附近一组烧嘴共用一个换向阀。加热炉两侧共58个烧嘴,通过28个换向阀来实现全分散的燃烧控制。
正常工作时换向周期40~60秒左右,采用双重信号控制,一是以时间为控制参数,二是以烟气温度为控制参数。每套换向装置由2只双执行器三通换向阀分别控制空气/烟气换向。阀门全部为气动,以洁净的压缩空气作为动力源,气源压力大于0.4MPa。采用双执行器三通换向阀,可以同时关闭空气及排烟,这样做的目的不仅使烧嘴在故障状态下保持加热炉炉压及气氛的合理状况,同时可以实现自由关闭烧嘴。
换向系统采用PLC可编程控制器控制,可完成自动程序换向控制,手动强制换向控制,并设有功能显示,工作状态显示等,使操作者对蓄热燃烧系统工作情况一目了然,操作和监视十分方便。排烟支管设有烟温显示,对烟温进行监测。
图2:
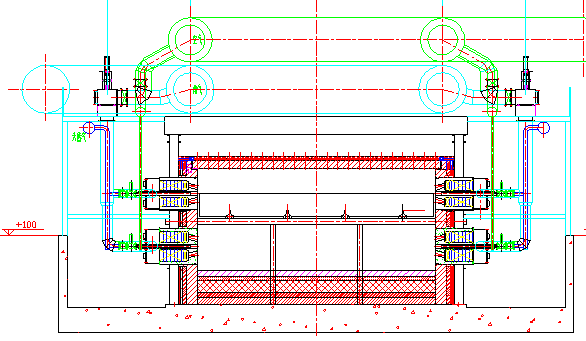
如图2所示,这种将上下两个烧嘴联动控制的方式,有利于实现钢坯上表面和下表面的同步加热。由于钢坯下部有水梁立柱的遮蔽及吸热作用,下部烧嘴的火力配置要略高于上部烧嘴。但如果追求每一个烧嘴都由一个换向阀控制的方式,则并不能达到良好的上下同步加热的效果;同时,会增加管道及阀门的密集程度,增加自控系统的复杂程度。
在本次改造设计中,没有将空气及天然气总管分成传统的三个分段总管,然后从分段总管上接入到烧嘴,而是让每一个烧嘴供气支管直接与总管相连,管道布置简单,节省了分段的管道、阀门、流量计等。
由于脉冲燃烧控制技术采用间断燃烧的方式,每一组烧嘴只有两种工作状态,一种是满负荷工作,另一种是不工作。通过调节每组烧嘴的燃烧时间及燃烧顺序,从而达到控制加热一段、加热二段及均热段炉温的目标。天然气通过烧嘴前的电磁阀开/关控制燃料的通断,助燃空气通过设置在每组烧嘴上方的二位三通换向阀,实现空气的供应与停止供应。天然气与空气的通断为同步信号,确保同步供应。通过合理设计供气管道的直径及压力,确保烧嘴燃烧时的空气及天然气喷出速度达到设计流速,在固定的燃烧夹角下,实现最佳燃烧。当某段需要升温时,该段两侧的烧嘴在自控系统的控制下,满负荷工作;当需要降温时,对应区域的烧嘴间断时间加长,或短时间停止工作。
而常规烧嘴在温度控制方面,通常采用调节燃气及空气流量的方式。烧嘴满负荷工作时,燃气与空气的流速达到设计状态,其火焰形状完好,实现最佳燃烧;在需要降温时,烧嘴流量降低,而喷口尺寸不变,燃气及助燃空气流速就会降低,导致火焰形状不佳,不能实现充分有效的燃烧,达不到最佳燃烧状态下的理想的火焰刚度及长度,降低了热效率。
通过全分散的烧嘴布置结合脉冲燃烧控制方式,能简化管道的布局,降低投资成本,提高热效率,精准控制炉温。
四、供热布置
在设计过程中,按三段式对全炉进行供热分配,但不是传统意义上的分段方式。传统分段方式在各段设置独立的分段总管,通过分段总管上电动调节阀,实现对该段炉区的燃料及助燃空气总量的控制,从而起到控制该段炉区温度的目的。在加热炉的结构设置上,也通常设置炉顶压下,炉底挡墙等方式,实现在空间上的直观隔断。
由于采用蓄热式技术,所有烧嘴安装于两侧炉墙上,烟气的流动方向不是传统炉型中的纵向流动,而是横向流动。即燃烧产物从一侧炉墙上的烧嘴,流向对侧炉墙上的烧嘴入口,经过设置在烧嘴内的蜂窝体后,经换向阀流向引烟风机,最后从烟囱排出。随着两侧换向阀的交替换向,当一侧的烧嘴燃烧,对侧的烧嘴则处于蓄热状态,在PLC的控制下循环往复。因此,与常规烧嘴的炉型相比,蓄热式炉型通常不需要设置无烧嘴布置的烟气预热段部分,炉体有效长度大大缩短。
全炉采用平炉顶方式,不设任何隔断,采用了尽量低的炉顶,上炉膛高度只有1.15m,增强了火焰及烟气对钢坯的辐射及对流传热的效果,提高了炉顶热辐射强度,为钢坯的加热提供了良好的供热环境。各段炉温的控制,是通过对两侧炉墙上烧嘴的燃烧、停止燃烧这两种状态,来实现升温、降温的目的。如图1所示,分段方式是从温度控制角度出发,根据布置在炉顶的三个S型热电偶反馈给系统的温度,对三个区段烧嘴的启停实施控制,从而满足钢坯在不同区段的加热要求,保证钢坯的加热质量和加热时间。在出钢口中心线上的炉顶部位,安装第四个S型热电偶,用于对钢坯出炉前的温度作最后的检测和反馈。
蓄热式烧嘴采用整体结构,每个烧嘴设置4个天然气喷口,8个空气喷口分列于天然气喷口上下。这种结构有利于将火焰分成4个小火焰,火焰散热面积增大,燃烧温度降低,能有效抑制NOx的生成。
烧嘴的蓄热室外包钢板,内衬为耐火浇注料;前端放置挡砖,中段放置蜂窝体,后段是检修口和进风构造,方便蓄热体的更换。同时整体式的烧嘴结构耐用性好,能很好地避免了窜气、炉墙冒火等设计缺陷。
蓄热式烧嘴全部安装在两侧墙上,供热分配如下:
项 目 | 单位 | 加热一段 | 加热二段 | 均热段 | 合计 |
供热比例 | (%) | 38.00% | 38.00% | 24.00% | 100% |
最大供热能力 | Nm3/h | 1084 | 1084 | 685 | 2854 |
单组烧嘴能力 | Nm3/h | 217 | 217 | 171 | |
单组烧嘴空气量 | Nm3/h | 2169 | 2169 | 1712 | |
烧嘴数量 | 组 | 5 | 5 | 4.5 | 14.5 |
这种供热分配考虑到蓄热式加热炉的长度较传统炉型短的特点,在钢坯入炉的初期,给予较大的热量供应,加热一段供热量达38%,加热二段供热量38%,而均热段供热量只占24%,这种布置能确保钢坯温度由表及里的传热时间,当钢坯推送到均热段后,表里温差小,有效提高了钢坯加热质量。
五、排烟布置
蓄热式加热炉需采用引风机强制排烟。当一侧炉墙上的烧嘴工作时,另一侧炉墙上对应的烧嘴处于停止燃烧的蓄热状态,对应换向阀转换至排烟位置,烟气经烧嘴的供气通道、蓄热室、支管、三通换向阀,至炉顶主烟管汇集,由安装于主烟管上的引烟风机排出至烟囱。
天然气燃烧方程式为:CH4+2O2=CO2+2H2O
根据其燃烧方程式,1Nm3的天然气在燃烧过程中,当空气消耗系数α设定为1.05时,需要10Nm3的助燃空气,产生11Nm3的烟气量。一般情况下,经蓄热室送进炉内的助燃空气,与通过蓄热室排出的烟气相当。因此,约有10%的富余烟气量不能通过蓄热室排出,而直接从进料门溢出,该部分烟气对排列在炉门附近的钢坯能起到一定的预热作用。考虑到这一实际情况,为充分利用富余烟气热能,将进料端加长1.16m,为钢坯在进料端附近的预热创造条件。
排烟风机采用变频控制,能够有效调节风压及风量,控制炉压。
六、改造后的效果
经技术升级改造后,加热炉的产能、单耗等各项指标均达到了设计要求,自动化程度高,操作简便。
1、改造前存在的问题
1)燃气采用发生炉煤气,对环境造成很大威胁。
发生炉煤气在制气过程中会产生一些有毒有害物质,排放的含酚污水由酚类、氰化物、焦油等有害物质等组成,在目前技术经济条件下,很难做到无公害处理,每吨煤产生含酚污水约100Kg,对环境产生严重威胁。发生炉煤气燃烧过程中,产生的烟气中含有SO2等有害气体,易形成酸雨,每吨煤转化后产生SO2约16Kg,对大气污染严重。
2)发生炉煤气的安全性较差。
发生炉煤气主要含一氧化碳等,一旦泄露,被人体吸入,就会造成煤气中毒,将对职工生命安全造成严重威胁。
发生炉煤气爆炸极限为15%--73%,爆炸范围较大,在异常情况下易造成煤气爆炸事故。
3)烧嘴采用常规烧嘴模式,热效率低,能耗高。
原加热炉采用常规烧嘴,通过预热器对空气进行预热,预热温度只有300℃,排烟温度600℃左右,烟气带走的热量多,热能得不到有效利用。单耗达2.1GJ/吨钢。
2、改造后的效果
1)燃气采用天然气,燃烧充分,排放达标。
2)天然气安全性更好。
由于甲烷本身无毒,不会象煤气一样对人体产生化学性煤气中毒。天然气爆炸极限为5%--15%,爆炸范围较发生炉煤气要小,安全性较好。
3)烧嘴采用空气单蓄热式烧嘴,炉型设计合理,热效率高,能耗降低。
蓄热式加热炉的烟气流动方向为炉内横向运动,炉内温度分布均匀,钢坯受热均匀,钢坯两端温差极低。由于采用新型环保烧嘴,使用了燃料分散的燃烧技术,在烧嘴燃烧过程中,火焰形状扁平、温度均匀,对钢坯的加热效果良好,无明显局部高温点,极大降低了氮氧化物NOx的产生,减少了对大气的污染。
经技术改造,加热炉投产3个月后,对加热炉能耗状况进行了抽样测试。受钢种频繁更换及坯料的规格的影响,以及轧机产能的制约,在没有充分发挥加热炉产能的情况下,抽样区段完全达到了既定的单耗目标,单耗抽样测试记录表如下:
加热炉单耗抽样测试记录表
序号 | 日期 | 起止时间 | 钢种 | 坯料长度 mm | 支数 | 重量(t) | 天然气 起码m3 | 天然气 止码m3 | 天然气单耗m3/t | 区间产能t/h |
1 | 10.13 | 8:12-10:09 | Q345 | 6000 | 104 | 110.21 | 2362765 | 2366818 | 36.77 | 56.5 |
2 | 10.13 | 12:49-15:50 | Q235 | 5130 | 187 | 169.44 | 2372588 | 2378142 | 32.78 | 56.5 |
3 | 10.15 | 17:30-18:34 | Q235 | 2740 | 138 | 66.79 | 2470980 | 2473176 | 32.88 | 62.4 |
额定单耗目标为1.3GJ/t,即耗气量37m3/t。根据记录表数据,可以看出,在实际的抽样测试区段,均达到了单耗目标。测试区段单耗最好水平达到了32.78m3/t,在目标值的基础上降低了11.4%。与改造前相比,节约能耗38%以上,完全实现了技术改造目标,产生了良好的社会、经济效益。
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号