贵州中烟工业有限责任公司 贵定卷烟厂 551300
摘要:在ZJ17卷接机组生产细支规格的烟支过程中,当机速高于5000支/Min,水松纸拼接时,产生的双倍长拼接烟支在搓烟鼓轮搓接的过程中容易造成搓板堵塞而停机。经过测试,当机速低于3500支/Min时,水松纸的拼接造成搓板堵塞的情况明显减少。经过分析,利用现有的TCP脉冲检测器B15.8触发水松纸拼接程序为基础,通过编程实现主机降速完成水松纸拼接后恢复高速的功能。以此降低设备因为水松纸拼接导致的停机次数,提高设备生产效率。
关键词:ZJ17卷接机组;水松纸降速拼接;TCP脉冲检测器B15.8;水松纸拼接程序;双倍长拼接烟支
ZJ17卷接机组为HAUNI公司PROTOS70型卷烟机的国产化版本,主体由YJ17供丝机、YJ17成条机、YJ27滤嘴接装机组合而成。其中YJ27滤嘴接装机将双倍长烟条、水松纸、滤嘴组合,经过切割、质量检测,产出合格的成品烟支进入到包装工序。在生产过程中,系统通过水松纸架(下面一个)上的光电检测器B15.8产生的TCP脉冲识别旧水松纸卷的直径,当达到设定直径时,触发新水松纸卷加速和拼接程序,实现水松纸自动拼接。
1 问题分析
在YJ27滤嘴接装工序中,PLC通过水松纸架(下面一个)上的光电检测器B15.8在一定机速、时间内产生的TCP脉冲数来识别旧水松纸卷的直径,当直径达到更换的设定值时,水松纸拼接程序启动,此时系统驱动电磁离合器使加速辊带动新水松纸卷均匀加速,加速时间可设定,当设定时间到达时,拼接机构动作,完成自动拼接。
在生产细支规格的烟支时,烟支长度增加,直径减小,YJ27滤嘴接装机的搓板与搓烟鼓轮的间隙也相对减小。当机速高于5000支/Min,水松纸拼接时,产生的双倍长拼接烟支在搓烟鼓轮搓接的过程中容易造成搓板堵塞而停机。经过测试,当在机速低于3500支/Min,水松纸的拼接造成搓板堵塞的情况明显减少。
2 改进方法
通过对设备的分析,旧水松纸卷旋转使检测器B15.8产生TCP脉冲,当TCP脉冲达到设定值时触发水松纸拼接程序:新水松纸卷在加速辊离合器的作用下开始缓慢均匀地加速旋转→PLC开使记录新水松纸卷的旋转时间→当新水松纸卷旋转时间到达设定值P3时拼接机构动作。其中旋转时间由B14.1(MCP1脉冲)和B14.3(DCP1脉冲)产生的DCP6脉冲数提供,该时间P3可在人机交互中进行设置。以水松纸拼接程序触发为起始,增加水松纸降速拼接程序,在P3到达前,完成设定的降速比例,当拼接动作完成后,经过内部延时,该时间由拼接头移位数设定值P4决定,确保拼接头已经完成搓接后开始恢复正常速度。增加降速拼接功能流程图前后对比如下。
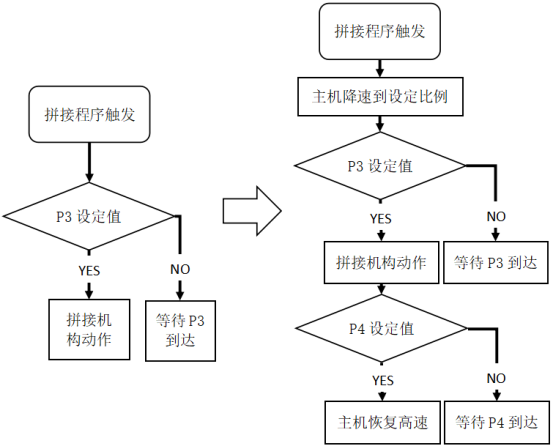
增加降速拼接功能前后流程图
3 应用效果
在增加了降速拼接功能后,每个台班因为水松纸拼接而导致搓板堵塞停机次数由增加前的10.87次降低到0.78次。
表1 增加降速拼接功能前后搓板堵塞次数对比 | ||
月份 | 增加前/(次/台班) | 增加后/(次/台班) |
7月 | 11.4 | 0.93 |
8月 | 12.5 | 0.90 |
9月 | 10.6 | 0 |
10月 | 10.2 | 1.05 |
11月 | 10.7 | 0.92 |
12月 | 9.8 | 0.87 |
平均值 | 10.87 | 0.78 |
4 结论
通过在水松纸拼接程序中增加降速拼接功能,很有效地解决了因为水松纸拼接而导致搓板堵塞的情况。同时,该功能可以根据操作人员的需求设定相应的降速比,经过长时间运行,新增功能运行稳定。
参考文献
[1]孙化涛,刘俊亮.制作ZJ17型卷接机组电气维修便捷工具[J].内燃机与配件,2018,11.
[2]李建军,刘会杰,杨景志.ZJ17卷烟机新型电控系统的研究与应用[J].工业控制计算机,2021,11.
[3]方玉波.基于ZJ118卷烟机速度检测的分析与研究[J].卷宗,2020,19.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



