河北省特种设备监督检验研究院邯郸分院,河北 邯郸 056000
摘要:分布式内径激光检测系统是一种激光检测报警装置,主要包括:测距传感器、数据处理器、显示器和电源等部件。测距传感器测得不同角度的光点距离,通过总线传输给数据处理器。数据处理器对传感器数据进行处理,得到不同角度的内径尺寸,然后通过总线传输给显示器。显示器对内径尺寸进行显示。电源对整个检测系统进行供电。该装置性能满足要求,且价格低廉,可用于一般建筑、矿道、大型管道等复杂环境的数据测量与激光检测报警。
关键词:激光检测;内径检测;分布式
引言
在很多复杂环境下,例如矿道,复杂管道等,人工测量和机械测量受到诸多限制。由于管道等的环境复杂,大多数测量设备无法使用,少数可以使用的测量设备,也因为空间狭小,不便操作,导致测量数据不准确。在矿道等的危险环境下测量,不仅精度无法保证,而且测量人员也无法得到有效的安全措施,其生命安全受到极大挑战。矿道等环境深处地下,测量数据的传输与通讯难免会受到干扰,数据的可靠性难以得到保证。工业领域必然需要大量测量设备并且要求实时监测,这就导致其所传输数据量的庞大,极大可能造成数据丢失。因此设计一种高性能高可靠性的激光检测报警系统具有重要意义。
传统使用的内径千分尺,测量数据不能准确定位在同一断面,不易携带且操作复杂,不适用现场检验。目前市场上的激光探测设备绝大多数价格昂贵。本文设计的激光监测系统,性能满足要求,且价格低廉,可以应用在多领域,比如管道检测、零件质量检测和矿用距离检测等领域。
检测仪器的工作原理
分布式内径激光监测系统是一种用于激光检测报警装置,主要包括:测距传感器(21、22)、数据处理器(13)、显示器(11)和电源(12)等部件,如图1所示。测距传感器测得不同角度的光点距离,通过总线传输给数据处理器。数据处理器对传感器数据进行处理,得到不同角度的内径尺寸,然后通过总线传输给显示器。显示器对压力容器内径尺寸进行显示。电源对整个检测系统进行供电。

图1 检测仪器的结构示意图
内径测量检测更关注内径圆的直径的变化情况,本文基于三角形外接圆公式计算内径圆的半径,进而实时检测内径圆的变化情况。直角三角形的外接圆的中心是斜边的中点。三角形外接圆的半径计算公式为:
![]() (1)
(1)
式中,![]() 是直角三角形的外接圆的半径,
是直角三角形的外接圆的半径,![]() 是三角形的边
是三角形的边![]() 所对的内角。
所对的内角。
检测系统将测距传感器安装在一个截面,使得测量能够定位在同一个截面上。检测仪器的工作原理如图2所示。当我们检测圆上间隔45°的内径的变化情况时,将激光测距传感器以90°、67.5°、45°和22.5°四个不同角度同时发出四束激光,测量内径弦长分别为AA1、AA2、AA3、AA4。测距传感器将数据传输到控制器。控制器计算出通过A1、A2、A3、A4点并且与水平方向夹角分别为90°、135°、0°和45°位置的内径AA1、A2B2、A3B3、A4B4,同时可以计算得到同一截面最大内径与最小内径之差。控制器将数据传输到显示屏,实时显示测量数据。系统搭载的高性能电池为控制器、激光测距传感器、显示器提供能量。

图2 检测仪器的工作原理
检测仪器的试验验证
激光检测系统主要由目前市场上价格低廉且体积最小的VL53LOX激光测距传感器组成。VL53L0X是新一代飞行时间(ToF)激光测距模块(不同于传统技术),采用目前市场上最小的封装,无论目标反射率如何,都能提供精确的距离测量。它可以测量2m的绝对距离,为测距性能等级设定了新的基准,为各种新应用打开了大门。VL53L0X集成了一个领先的SPAD阵列(单光子雪崩二极管),并内嵌ST的第二代FlightSense™专利技术。VL53L0X的940nm VCSEL发射器(垂直腔面发射激光器)完全不为人眼所见,加上内置的物理红外滤光片,使其测距距离更长,对环境光的免疫性更强,对盖片的光学串扰具有更好的稳定性。
显示面板由OLED构成。OLED同时具备自发光,不需背光源、对比度高、厚度薄、视角广、反应速度快、可用于挠曲性面板、使用温度范围广、构造及制程较简单等优异之特性。本试验采用的OLED显示器所用的驱动IC为SSD1306,分辨率为 128*64。
试验测试表明,激光测距传感器测量误差小于1mm,且OLED显示器数显清晰,如图3所示。

图3 VL53LOX传感器与OLED显示器的组合
试验样机外壳采用熔融沉积成型工艺加工制作。该制造工艺将低熔点丝状材料通过加热器的挤压头熔化成液体,使熔化的热塑材料丝通过喷头挤出,挤压头沿零件的每一截面的轮廓准确运动,挤出半流动的热塑材料沉积固化成精确的实际部件薄层,覆盖于已建造的零件之上,并在1/10s内迅速凝固,每完成一层成型,工作台便下降一层高度,喷头再进行下一层截面的扫描喷丝,如此反复逐层沉积,直到最后一层,这样逐层由底到顶地堆积成一个实体模型或零件。
本文设计的检测系统使用多个呈扇形分布的VL53L0X激光测距传感器,激光测距传感器以90°、67.5°、45°和22.5°四个不同角度布置,信号采集面采用曲面设计。最大限度探测范围,可对2m半径区域进行实时检测。对矿道和建筑结构等进行全方位检测,可有效感知墙壁、管壁产生的偏移,及时发现潜在危险。制作的扇形分布探头基座如图4所示。


图4 扇形分布探头基座
信息记录及处理系统由Arduino板和上位机组成。Arduino板可以接收由激光检测系统通过信息传递系统传递的信息,同时将数据传送给OLED显示器和上位机。
Arduino是一款便捷灵活、方便上手的开源电子原型平台。Arduino能通过各种各样的传感器来感知环境,板子上的微控制器可以通过Arduino的编程语言来编写程序,编译成二进制文件,烧录进微控制器。基于Arduino的项目,可以只包含Arduino,也可以包含Arduino和其他一些在PC上运行的软件,它们之间进行通信来实现。
Arduino板具有体积小,信息处理能力强的特点,这些特点有利于减小分布式激光监测系统的体积。上位机可以使我们利用手机或电脑来实时查看分布式激光监测系统检测到的数据,保证了该装置进行数据查看时的便捷性。
根据控制板的供电要求,选用9V碱性电池。9V碱性电池是最高输出电压为9V的碱性电池,适用于需放电量大及长时间使用。电池内阻较低,因此产生的电流较一般锰电池更大。本文制作的控制器的内部布置如图5所示。

图5 控制器内部布置
VL53L0X激光测距传感器、OLED 显示屏和信息记录处理系统都采用了I2C通讯协议,通过地址查询获取各个传感器的数据,极大地减少了导线数量。该技术最主要的优点是其简单性和有效性。由于接口直接在组件之上,因此I2C总线占用的空间非常小,减少了电路板的空间和芯片管脚的数量,降低了互联成本。总线的长度可高达25英尺,并且能够以10Kbps的最大传输速率支持40个组件,保证了传感器与各个控制节点控制器之间链接的便捷性。
在扇形分布的探头基座上面布置两枚VL53L0X激光测距传感器,如图6所示。使用在线串口监视器对数据进行实时在线检测,如图7所示。串口实时数据表明,试验数据稳定在实际距离附近。通过多次测量取平均值的方法,可以进一步减低数据波动,提高精度。

图6 双激光测距传感器布置形式
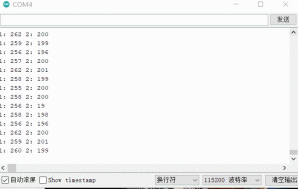
图7 串口监视器结果
在设计分布式激光监测系统时,本文以高精度、低成本、体积小作为设计目标。在精度和成本方面,通过比较目前市场上存在的诸多激光探测传感器,发现VL53LOX激光测距传感器在性能及价格方面是目前比较好的选择。经过实物的检测发现,该传感器的性能可以满足该装置的功能需求。自主设计的基于Arduino的信息记录及处理系统,可以实现激光探测系统自由分布,并且可以满足低成本和体积小的设计目标。
结论
分布式内径激光监测系统是一种用于激光检测报警装置,主要包括:测距传感器(VL53L0X)、数据处理器(Arduino核心板)、显示器(OLED)和电源(9V碱性电池)等部件。测距传感器测得不同角度的光点距离,通过总线传输给数据处理器。数据处理器对传感器数据进行处理,得到不同角度的内径尺寸,然后通过总线传输给显示器。显示器对压力容器内径尺寸进行显示。电源对整个检测系统进行供电。
本文提出的检测系统测量的数据能够准确地定位在同一断面,同时携带方便且操作简单,适用现场检验。具备下述特点:测距传感器与数据处理器分离,方便布置;可以通过显示器直接读取数据,操作简单;上位机实时检测数据变化,及时监测报警。
参考文献
[1]韩利兴,李静,张志,张庆祥,李敬军,梁烨.压力容器内径激光测量仪研制与应用[J].中国特种设备安全,2017,33(03):28-31.
[2]战一欣,黄雷,陈宁,窦艳红.非接触式飞轮齿圈内径检测系统轴系误差分析[J].计量技术,2018(11):60-63.
[3]孙喻,郑得印,王明利.接触式轴承内径检测机检测探头的结构设计[J].哈尔滨轴承,2020,41(01):43-46.
[4]王一帆,徐欣,谈宜东.激光精密测距技术进展[J].航天返回与遥感,2021,42(06):22-33.
[5]沈红伟,刘娜.人工智能技术的激光位移传感器测距误差自动校正[J].激光杂志,2021,42(10):167-170.
[6]杨倩,冯佳.基于嵌入式数控的远距离脉冲激光测距研究[J].激光杂志,2021,42(07):41-44.
[7]林燮佳.手持式激光测距仪校准装置及方法的研究[J].计量与测试技术,2022,49(07):101-105.
[8]蒋聪,郝大庆,李鸿亮,陈后清,郑艳伟.轴承套圈内径尺寸多参数检测设备[J].轴承,2022(02):35-38.
[9]刘万山,郭潇玥,陈嘉慧,林贤锦,陈彬强.渐开线直齿圆柱齿轮的激光检测误差修正方法[J].工具技术,2022,56(07):133-137.
[10]汪石农,程志军,任超洋,万仕帅.一种双臂激光测距系统设计和误差分析[J/OL].电子测量与仪器学报:1-8[2022-10-07].

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



