海南核电有限公司 海南省昌江县 572733
摘要:分析下泄流量安全阀运行期间外漏的原因。提出了及时发现下泄流量过滤器压力超标和过滤堵塞的处理措施。解决安全阀破损外漏缺陷。
关键词:安全阀;波纹管;外漏;振动
1 概述
在机组状态上行阶段,电厂发现RCV203VP阀体观察孔部位有大量介质流出。电厂初步分析是安全阀内波纹管破裂,使RCV002BA容积控制箱内的介质通过安全阀出口经过阀体内部从观察孔流出。在对阀门进行解体,发现阀门的波纹管损坏,更换新的波纹管并重新进行压力整定后,在稳压器建气腔前对RCV203VP的管线及阀门本体上安装振动传感器进行监测,查找波纹管理破损的原因。本文通过分析振动传感器采集的数据,得出波纹管破损的根本原因,提出处理阀门波纹管破裂的有效措施。
2 阀门结构组成及运行工况
阀门由阀体、阀盖、阀瓣、波纹管、弹簧及弹簧座及手柄等组成,RCV203VP为直接弹簧加载式安全阀,因系统存在背压,阀门需要保证零泄漏,所以阀门选用带波纹管。RCV203VP位于下泄压力流量控制阀后,其管线下游存在RCV001FI及相应的除盐床。在大修停机、起机阶段,机组需维持较大的下泄流量运行,一回路异物导致下泄流量过滤器堵塞,导致滤网压差高,由于RCV001FI堵塞后没有及时打开旁路阀及更换滤网,下泄流量过滤器超压保护安全阀RCV203VP的进口长时间超压,导致RCV203VP频繁起跳,从而使用安全阀的波纹管疲劳损坏。
3 阀门故障分析
在机组上行时在图2的管道及RCV203VP安全阀安装振动传感器,监测机组在稳压器建立气腔至系统稳定时管道及阀门的振动情况。通过203大修RCV203VP安全阀振动测量已完成,振动测量结果见如下表格。稳压器灭气腔阶段安全阀未起跳,建气腔时起跳,现场可以听到阀门频繁起跳的声音。安全阀起跳前振动满足要求,起跳时有一测点振动略超限值,但振动不是造成安全阀损坏的原因,根据测量结果的频谱分析,在起跳的6分多钟里,安全阀共起跳接约5000次,所以主要原因是安全阀频繁动作,导致阀门的波纹管疲劳破损。
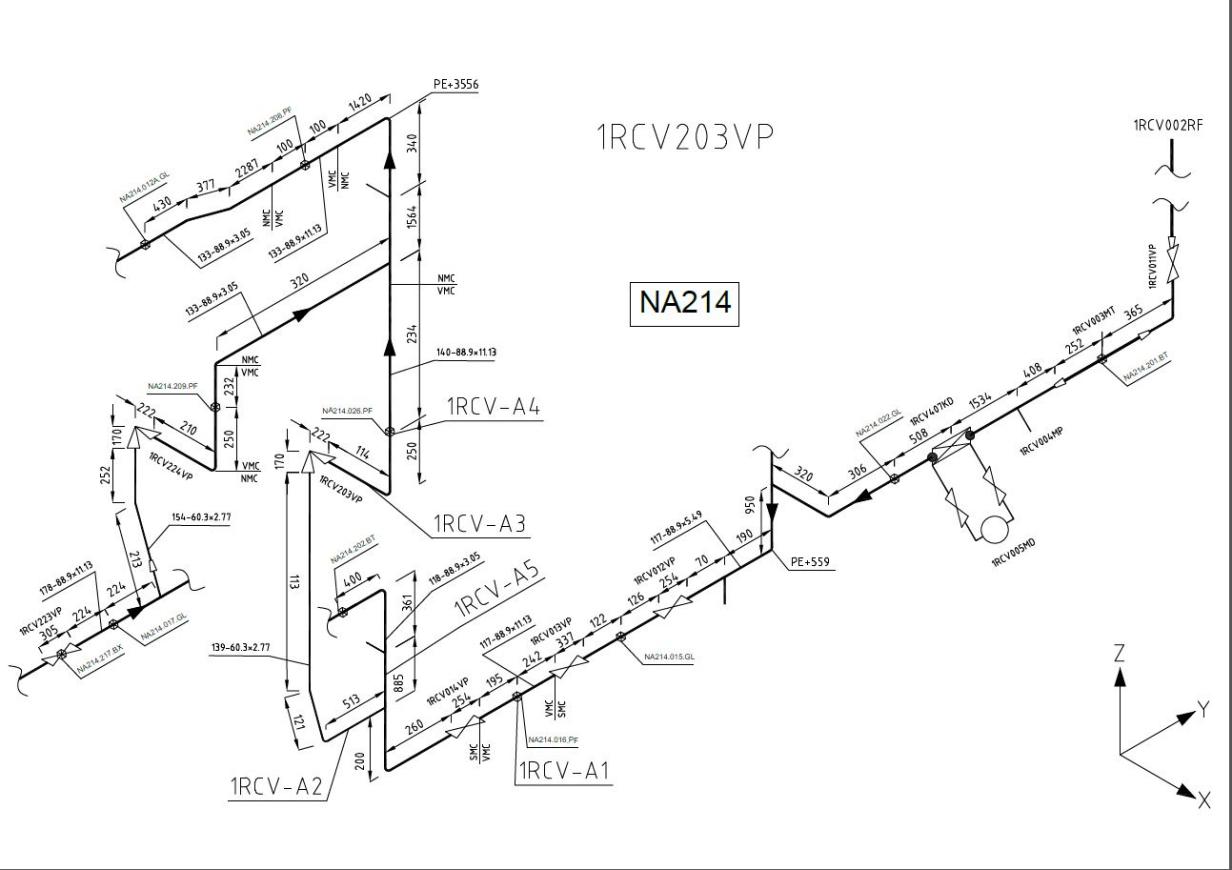
图2安全阀振动测点布置
表1—1RCV203VP安全阀起跳前管线振动测量记录表
测点编号 | 有效值限值(mm/s) | 速度有效值VRMS(mm/s) | 峰值限值(mm/s) | 速度峰值VP(mm/s) | 评价 | ||||
X | Y | Z | X | Y | Z | ||||
1RCV203VP安全阀起跳前 | 测量时间:2020-03-13 18:20 | ||||||||
1RCV-A1 | 14.8 | 0.6 | 0.5 | 0.5 | 51.8 | 8.4 | 3.7 | 7.1 | |
1RCV-A2 | 14.8 | 2.6 | 3.0 | 3.9 | 51.8 | 29.2 | 39.5 | 30.7 | |
1RCV-A3 | 14.8 | 0.6 | 0.6 | 0.9 | 51.8 | 5.2 | 4.9 | 10.0 | |
1RCV-A4 | 14.8 | 0.2 | 0.3 | 0.3 | 51.8 | 3.3 | 6.0 | 7.2 | |
1RCV-A5 | 11.9 | 1.6 | 1.9 | 1.0 | 41.7 | 8.0 | 10.4 | 7.2 | |
2—1RCV203VP安全阀起跳管线振动测量记录表
测点编号 | 有效值限值(mm/s) | 速度有效值VRMS(mm/s) | 峰值限值(mm/s) | 速度峰值VP(mm/s) | 评价 | ||||
X | Y | Z | X | Y | Z | ||||
1RCV203VP安全阀起跳 | 测量时间:2020-03-13 19:22 | ||||||||
1RCV-A1 | 14.8 | 2.1 | 0.8 | 1.8 | 51.8 | 10.5 | 4.0 | 8.8 | |
1RCV-A2 | 14.8 | 5.3 | 7.8 | 6.1 | 51.8 | 29.1 | 38.1 | 28.4 | |
1RCV-A3 | 14.8 | 3.6 | 3.9 | 5.3 | 51.8 | 18.5 | 18.2 | 26.4 | |
1RCV-A4 | 14.8 | 2.9 | 0.9 | 1.5 | 51.8 | 14.0 | 8.1 | 9.9 | |
1RCV-A5 | 11.9 | 7.5 | 12.6 | 7.3 | 41.7 | 39.4 | 59.4 | 29.7 | |
 同
同
时通过解体阀门对阀门破损的波纹管进行查看,可以看到波纹管的顶端一圈存在疲劳破损的情况。同时阀门的阀瓣及阀座密封面未见明显压痕,根据安全阀国家标准可以判断安全阀的动作呈颤震特性。安全阀阀瓣频繁动作,但密封面不接触,所以密封面缺陷不明显。
4 处理措施
为解决RCV203VP安全阀波纹管破损的问题,在检修时对阀门进行背压试验,保证波纹管密封性良好。同时在机组稳压器灭、建气腔时,检查下泄流量过滤器的压差,当压差不满足要求时,立即打开过滤器的旁路阀阀门,避免RCV203VP超压、频繁起跳;同时隔离过滤器更换滤芯。改进后阀门未出现过波纹管破损的情况。
结束语:
本文主要从RCV203VP阀门外漏,然后解体发现阀门波纹管破损的现象。现场在稳压器建、灭气腔时对RCV203VP阀门及其管道进行振动监测,查找阀门波纹管破损的原因。并根据阀门的破坏原因,提出相应的处理方式。这为带波纹管安全阀检修及缺陷分析提供指导,同时具备很好的借鉴意义。
参考文献:
[1] 雷合成 上充泵零流量管线安全阀波纹管破裂原因分析及处理. 阀门. 2009年第4期.
[2] GB12241-12243-89安全阀(术语部分)[S].

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



