上海市特种设备监督检验技术研究院 上海 200062
摘要:在进行厚壁球形容器焊接制造的过程中,通常会遇到容器内部的直径长度不够,在焊接时,焊工无法自如地在容器内部进行焊接工作,施展空间较小,无法完成焊接操作。此时就需要改进焊接制造的工艺方法,对工艺方案进行优化,使焊工能够在小直径厚壁球形容器中进行焊接操作,既能够保证焊接质量,又能够加快焊接速率,不耽误整体工作时间。对此,本文将基于焊接制造的难点,进行工艺选择,使小直径厚壁球形容器焊接工艺得以完善并顺利投入使用。
关键词:小直径; 厚壁; 球形容器; 焊接; 制造;
0 引言
焊缝的焊接质量,直接关系到压力容器在使用过程中的安全性,如果焊缝质量较低,会极大增加压力容器的危险系数。因此,在压力容器设计与制造的过程中,就需要考虑到根据压力高低、介质特性、是否低温以及交变载荷与疲劳破坏等问题,进而选择更为合适的焊接结构,在此期间,全熔透结构使用频率最高。在焊接时,焊缝表面应平滑、没有裂痕、气孔、弧坑、咬边等情况,还需要保证焊接透彻,不夹杂灰渣杂质,角焊缝处也应该焊接圆滑。
焊接接缝处如若表面存在裂痕,会在球形容器工作的过程当中逐渐扩展,进而出现断裂的现象。而如果在焊接时,焊缝处未焊接透彻,也会出现焊缝开裂的问题。当焊接处存在气孔或灰渣杂质的时候,焊缝处的强度会大大下降。因此,在焊接过程中,焊接质量是极为重要的,需要严格把控各个细节,降低应力的集中度,从而降低疲劳破坏的情况的发生。
而在小直径厚壁球形容器焊接的过程当中,由于焊接操作空间较小,焊缝的情况不容易把控。因此,在焊接接管与壳体角时,应该采取焊缝采用氩弧焊打底、焊条电弧焊填充和盖面的焊接工艺,从而达到通过单面焊接的方式,形成双面焊接成型的效果。并将焊缝背面形成的焊瘤及焊缝余高切除下去,进而提高容器的焊接美观程度与焊接质量。
1 设备结构参数及制造难点
在对球形容器进行焊接制造工艺设计时,需要考虑到容器在运转过程中所承受的交变载荷的作用,从而考虑能否在球形容器表面留下焊缝焊接痕迹。一般情况下,需要将焊接过程中产生的焊瘤与焊缝余高切除处理,从而降低应力集中的情况。如若厚壁球形容器的内径为750mm,厚度为70mm,同时还有接管存在,则在焊接时,球体容器内部空间极为闭塞,在内部进行焊接不具备充分条件。此时,在容器的对接焊接处与接管角焊接处,双面焊接的方式无法有效进行。而焊接必须保证焊接质量,焊缝余高也要清除干净。在焊接完成后,在对容器内部焊缝进行表面检查与补焊修磨,也因空间有限而很难完成操作,进而导致焊接处表面质量不容易把控。
2 制造工艺方案的选择
球形容器本身是将两块钢板压制成为750mm内径的两个半球型的封头,而后将两个封头拼接成一个球形容器,焊接而成。由此,根据容器的形体特征与接管位置,躲避开接管与球形容器之间的拼接缝隙,利用应该采取焊缝采用氩弧焊打底、焊条电弧焊填充和盖面的焊接工艺,对接管与容器的角进行焊接工作。此外,焊接时,需要预留出一个接管口,以方便对容器内部的焊接情况进行检查。而后,在两个半球型封头对接处,需要将两者之间的点焊点清楚掉,并对坡口点焊处进行打磨。仔细检查接管与容器之间的焊缝,并对其进行磁粉检测、超声检测,对需要补焊与打磨出进行精细加工,确保焊面平整无瑕。
在将接管与容器焊接成功后,将两块半球型的封头进行焊接,以预留的接管口对内部情况进行探视,如若存在壳体环缝内、外表面的飞溅及焊瘤的情况,需要及时处理,并以射线检测与超声检测的方式对其进行妥善的质量检查。在进行预留接管焊接时,需要着重注意是否焊接透彻,以内窥镜观察焊接后的焊缝效果。同时,以机加工的形式将焊缝焊瘤和余高进行清理,进而对其进行无损检测。焊接完毕后,对小直径厚壁球形容器进行消应力热处理与水压试验,对耐压情况进行检测。随后以超声检测的方式,对容器表面进行全面检查,检查合格后,对其进行后续的除锈、喷漆工作。
3 焊接工艺的制定
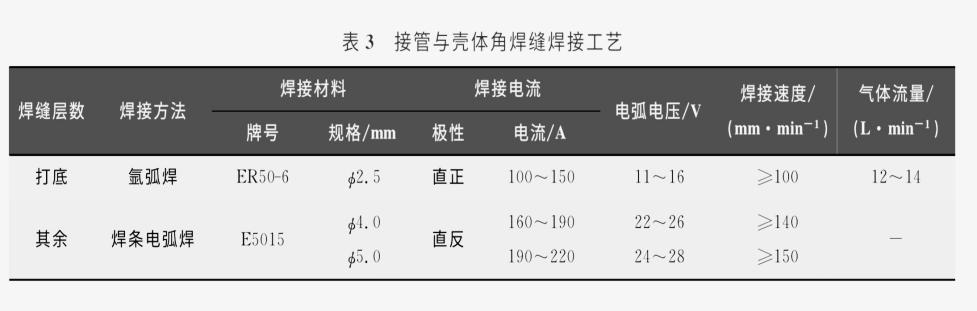
在对厚壁球形容器进行焊接的过程中,如若球体容器的直径较大,且有可用来观测焊接质量的孔,则在接管与容器角之间的焊缝,采取双面焊接方式,能够更加保证焊接效果与焊接质量。但如若球形容器的直径较小,使焊接操作空间较小,无法从容器内部进行焊接工作。此时,采取单面焊接双面成型的焊接结构更为合适,例如例如氩弧焊打底或带垫板的坡口等形式,在此情况极为适用。在对预留接管口进行焊接时,利用角接焊缝采用氩弧焊打底、手工电弧焊填充和盖面的方式进行焊接,能够达到预期效果。封头对接焊接标准与接管和角的焊接标准参照表内数据。

4 焊接质量的控制和检测
在对封头进行制造的过程当中,为降低焊接时接缝的错边程度,封头的椭圆度不能够超过2mm,错边量也应保持在3mm以内。以机加工方式进行封头坡孔和接管孔坡口的处理,能够使坡口表面平整干净,为焊接提供良好的工作环境。在焊接前,需要对坡口及两侧200mm以内的位置进行杂质清除,氧化皮、油污、熔渣等也需要予以清除。同时,对该范围内进行提前预热,温度需要高于100℃。在焊接过程中,通过测温枪进行焊缝的温度测量,使温度维持在100-250℃之间,并控制好焊接的速度与电流大小。焊接完毕后,对其进行检查,对缺陷之处进行补焊,随后对其进行620℃的焊后消应力热处理。最后对其按照国家标准进行质量检测。
5 小直径接管角焊缝机加工的实现
小直径接管角焊缝机加工,可以通过L型车刀完成接管角焊缝焊瘤与焊缝余高的清除。对需要切除的位置进行提前标记,将车刀通过接管口探入容器内部,将车刀调整到合适位置,以内窥镜确定清楚位置,再进行清除工作,在此过程中需要保证焊缝表面与容器内部母材平整。
6 结束语
综上所述,球形容器是以两个半球形的封头焊接而成,调整焊接工艺,以保障接缝错边量最低。在焊接前,做好清理与预热工作,在焊接过程中也要控制好焊接位置的温度,随后对其进行焊后热应处理,并将焊瘤与余高清除干净,从而保障容器质量。
参考文献:
[1]李祺,马秀清,张峥,徐成,魏业奇.小直径厚壁球形容器的制造技术研究[J].石油化工设备技术,2019,40(06):12-14+21+6.
[2]中华人民共和国国家质量监督检验检疫总局.固定式压力容器安全技术监察规程:TSG21-2016[S].北京:新华出版社,2016.
[3]刘小宁,刘岑,张红卫,刘兵,袁小会,杨帆.薄壁球形容器爆破压力计算公式精度研究[J].压力容器. 2016(03)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



