荆门技师学院 湖北荆门 448000
【摘 要】端面车削加工在技工院校数控车教学中涉及较少,学生普遍对该类零件加工掌握不够。本文通过端面圆弧槽加工实例,从车刀刃磨、自动编程和对刀等方面对端面零件加工流程做了完整阐释,试图使学生掌握该类零件加工基本流程。
【关键词】数控车 端面加工 圆弧槽
技工院校数控加工类专业中,数控车削加工是一门专业必修课。基于车床自身特点,日常教学与实训中,数控车加工重点都放在了回转体零件的外圆车削上,而对端面加工、特别是较为复杂的端面圆弧槽等的加工关注不多。端面圆弧槽类零件,在生产中虽不算多见,但时不时也会用到。因此,掌握此类零件的一般加工方法对于技工院校数控专业学生而言还是很有必要的。下面,本文通过端面圆弧槽零件数控加工的实例,具体阐释该类零件加工的基本步骤。
零件图与图样分析
如图1所示,为需要加工的端面圆弧槽零件,要求加工端面槽并保证总长。材料为铝件,外圆直径为90㎜,不需要加工。未注倒角均为R1。
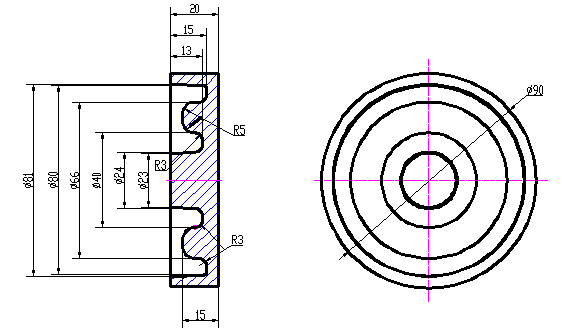
图1 零件图
图样分析
该零件为端面槽零件,其轮廓主要由凸圆弧、凹圆弧、脱模锥面等轮廓组成。零件凹槽的外圈和内圈为方便拔模,设置了拔模斜度,构成其锥面的两组直径尺寸分别为φ81㎜、φ80㎜和φ24㎜、φ23㎜。凸圆弧圆角半径为R5㎜,凹圆弧圆角半径为R3㎜。槽的最大深度为15㎜。尺寸公差为一般公差要求。
工艺分析
该零件形状相对复杂,拟采用切槽刀加工。其难点在于:一是为端面加工。这类零件在对刀方面和外圆车削有所不同,特别是X轴方向对刀,存在多个不同刀位点选择;二是槽的加工深度为15毫米,槽深偏大,利用标准机夹槽刀难以加工,且容易发生干涉,故拟采用手工刃磨车刀加工;三是存在多段圆弧,手工编程较为困难,拟采用CAXA数控车自动编程软件编程。
针对上述工艺特点,下面从对刀、编程和刀具刃磨三个方面重点加以说明。
对刀、程序编制与刀具刃磨
对刀
图2-a为Z向对刀示意图。利用切槽刀车削端面,输入试切长度为0即可。图2-b为X向对刀示意图。其对刀过程为:利用切槽刀沿Z向进刀,在工件端面试切出一沟槽,再沿Z向原路退出。若选择点A为刀位点,则应测量直径d1,并在试切直径中输入该值;若选择点B为刀位点,则应测量直径d2,并在试切直径中输入该值;也可以选择槽刀刀刃中间点点C为刀位点,此时试切直径则应为d1+h或d2-h。
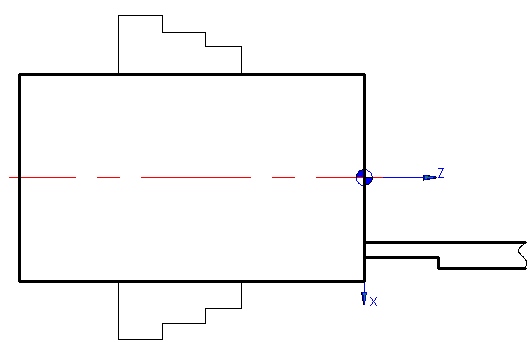
a)Z向对刀 b)X向对刀
图2 零件图
程序编制
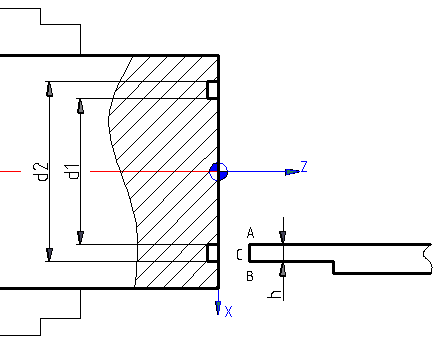
利用CAXA数控车软件进行自动编程加工。图3-a为其中的刀具参数设置。注意在刀具参数设置时,要根据零件曲线特点,合理设置参数,避免车刀和工件发生干涉。图3-b为以刀位点A生成的走刀轨迹。
a) 设置切槽刀参数 b)生成走刀轨迹
图3 自动编程
刀具刃磨
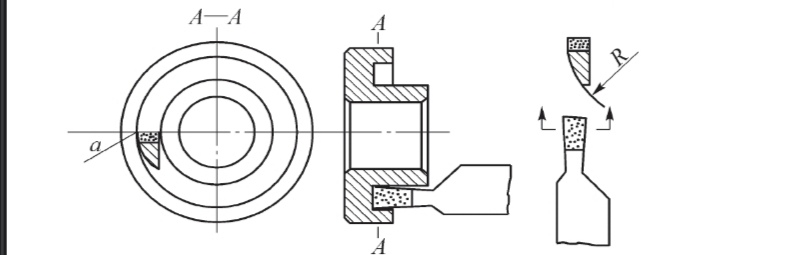
端面槽车刀表面要求光滑、具有良好的表面粗糙度。端面槽车刀是外圆车刀和内孔车刀的组合,其中左侧刀尖相当于内孔车刀,右侧刀尖相当于外圆车刀。车刀左侧副后面必须根据平面槽圆弧的大小刃磨成相应的圆弧形(车刀圆弧角R<内孔侧待加工圆弧半径),并带有一定的后角或双重后角才能车削,如图4-a 所示,否则车刀会与槽孔壁干涉而无法车削。图4-b所示为刃磨后的高速钢车刀实物图。

![]()
a) 端面槽刀形状 b)实物图
图4 端面车刀形状
零件加工
装夹好工件、刃磨车刀后即可进行对刀、程序导入操作。本次加工材料为铝件,材质较软,可选择高速钢车刀切削。切削时,转速不宜过高,可选择500r/min;为避免刀杆震动,可利用分层切削;因为刀杆较薄,故进给速度也不宜过大,可设定分进给速度为80㎜/min。如图5所示,为加工完成的零件图。

图5 加工完成零件图
结语
端面圆弧槽加工是数控车中较为少见的情形。但通过对这类零件的加工,可以加强对车刀刃磨、自动编程以及对刀原理等知识和技能的理解、掌握,因而在技工院校数控车的教学中适当引入端面加工也是很有必要的。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



