中交三航三公司无锡太湖隧道项目
摘 要:针对我国提倡建立资源节约型社会、社会主义市场经济体制改革的要求,关于钢筋加工成型配送技术的创新与推广应用,特别是传统的钢筋现场加工方式对资源的浪费、噪声污染粉尘污染以及劳动力浪费严重的问题,提出钢筋加工成型工厂化、规范化的新技术,面对国际建筑行业的发展潮流,我国建筑行业必须与国际潮流接轨,努力学习国外发达国家和地区的先进经验,结合我国自身国情,创造出一套符合我国基本国情的先进加工技术来。
关键词:钢筋成型加工工厂化;钢筋加工配送专业化;钢筋成型加工推广
钢筋加工场规划
本项目主体为一条全长5652m的明挖隧道,工期长达4年个月,钢筋加工量巨大,约为19万吨.为满足项目生产需求,需要根据工程计划结合高峰期钢筋半成品需求量,钢筋日吞吐量等因素合理布局钢筋加工场场地并配置相应机械。
钢筋加工集中配送中心占地面积约18000㎡,左右分为两个车间,每个车间分为以下功能区域:原材料堆放区,加工区,半成品堆放区,成品堆放区,废料池。考虑到日常生产过程中,原材料堆放区,加工区,堆放区的吊装作业经常平行进行,因此各功能区宜沿场区内道路应工序流程分别设置,保证起重吊装设备的合理利用。
1.1钢筋原材堆放区
由于选址问题,钢筋加工场设立在采用抛石挤淤处理的软基上,考虑到本工程钢筋用量极大,原材区长时间处于受载状态,基层采用施打松木桩的方式提高土体承载力,地面全部硬化向排水沟放坡,采用由双拼槽钢制作的山字架将各规格各厂家的钢筋分开堆码,设置材料标识牌,标明材料名称、场地、规格、检验状态。
1.2钢筋原材加工区
本工程主要采用钢筋机械连接,钢筋加工依次经过切断、套丝、弯曲三个步骤,故分为切断套丝区、弯曲区。加工区内机械主要有智能锯切套丝机器人,智能棒材弯曲中心,智能钢筋弯箍机。每台机器设“一机一闸一漏”,每个车间分别设置多个二级箱,确保用电安全。
1.3钢筋半成品、成品堆放区
钢筋成品采用工字钢焊接的山字架分隔堆放,以保证钢筋的存放质量,同时使用丝头保护帽对钢筋丝头进行保护。成品钢筋设置标识牌,注明使用部位、数量,以防混用,有助于钢筋场材料领用的”超市化”管理。
1.4废料池
为每个加工班组的施工场地内准备专门的废料池,专门收集下料后剩余的边角料,严禁与生活垃圾共同堆放,有利于保障场内文明施工,对剩余材料合理利用,了解加工中的材料损耗率,减少项目资产流失。
设备选型及配置
以本项目为例,考虑到钢筋加工场的主要加工任务为灌注桩钢筋笼,主体结构钢筋加工两大部分,机械选用智能钢筋笼滚焊机,智能锯切套丝机器人,智能棒材弯曲中心,智能钢筋弯箍机。选用自动化程度高的机械能有效简化操作,加快施工速度,保证施工质量,降低单位人工耗用,节约施工成本。
设备配置因根据工程进度及工程量确定,由于钢筋半成品加工工作量中,需要进行弯曲及弯箍的部分为少数,因此功效分析的重点仍在于钢筋套丝,功效如下所示:
表1 各机械设备功效解析
设备种类 | 功效单位 | 可完成工程量/台班 | 备注 |
智能钢筋笼滚焊机 | 米 | 200 | 1500mm桩为例 |
智能锯切套丝机器人 | 丝头数 | 600 | |
同时应结合工程钢筋工程实际情况,结合模板选型,考虑工序交接,施工缝划分,对大批量加工的构件进行模拟下料,综合实际考虑钢筋加工工程量,合理配置机械。
结合本项目底板主筋下料做参考:
表2 太湖隧道不同结构形式处底板宽度
设备种类 | 功效单位 |
浅拱 | 43.1 |
中拱 | 43.3 |
深拱 | 43.5 |
有钢支撑段落:
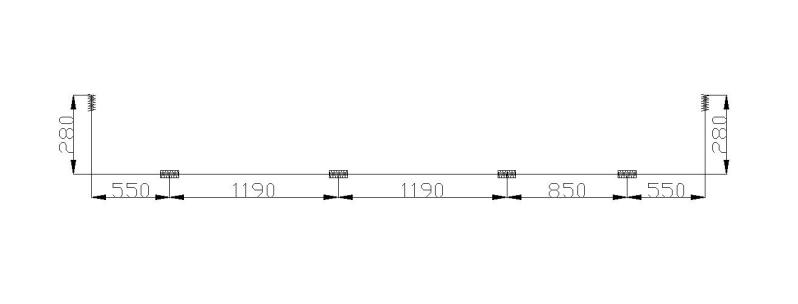
图1 有支撑段落底板钢筋大样
(8.3m注:直角弯折2.8m)+11.9m+11.9m+(8.3m、8.5m、8.7m注:根据不同底板宽度调整)+(8.3m注:直角弯折2.8m)
无钢支撑段落:
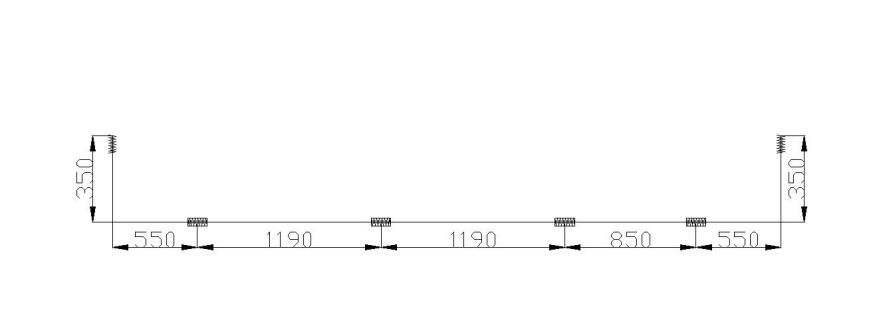
图2 有支撑段落底板钢筋大样
(9m注:直角弯折3.5m)+11.9m+11.9m+(8.3m、8.5m、8.7m注:根据不同底板宽度调整)+(9m注:直角弯折3.5m)
底板主筋间距为20cm,每节底板20m,可知每节底板主筋需完成600个丝头的加工。通过模拟下料能够直观的帮助我们计算出项目钢筋加工的具体工作量,在计算结果的指导下做出合理决策,避免出现生产力的冗余或短缺。
日常生产过程管理控制
3.1加工及领用过程管理控制
钢筋加工场加工及领用的过程是以物资管理为核心。项目部制定加工场管理办法,通过“两单”的管理来实现工作流程的顺利进行,即对下料单与领料单管理,下料单由施工前场需求单位提供,现场工点主管审核,钢筋加工场场长向班组安排下料任务;领料单为领用钢筋成品时由领用单位填写,钢筋场班组、管理人员复核签字。依靠规范工作流程,明确岗位职责,加强施工前后场的管理联动,强化物资的消耗管理,钢筋加工场才能实现经济效益的最大化。
3.2产品质量控制和监督
钢筋加工的质量管理分为加工准备阶段,加工过程阶段,加工验收配送阶段。
在加工准备阶段,要严把原材进场检验关,进场钢筋要按批号、直径分批验收,首先对材料标识牌及外观质量进行初验,并按照相关技术标准抽样检测屈服强度、抗拉强度、伸长率和冷弯性能等,原材检测合格后方可分类存放、标识,要加强原材的现场保护,钢筋出现锈皮时要及时除锈并尽快完成加工。
在加工过程阶段,加工人员须严格按照审核后的下料单及施工规范要求进行钢筋加工,管理人员应加强对钢筋加工人员进行技术交底。经调查机械连接丝头的质量不合格是加工过程中最为常见的问题,包括丝头丝牙缺失、丝头端部不平整、钢筋未剥肋完全、丝头长度过长、丝头锈蚀等方面。其中丝头丝牙缺失与丝头端部不平整为主要问题,机械易损件磨耗为主要原因。为此项目部订立了机械维保制度,要求钢筋场内加工班组每个班组安排一名专职设备维修员负责落实设备的日常维修保养,并制定了相应的奖惩措施,同时定期邀请厂家人员对场内机械进行指导维修,通过现场核实更新后设备丝头生产质量更加稳定和可靠。
在加工验收配送阶段,钢筋场落实三检制度,要求加工队伍对加工完成的所有半成品丝头进行自检,并形成自检记录;要求项目管理人员对所有半成品丝头按照10%的频率进行抽检,并进行标识,同时每日填写丝头检验记录表,整理归档;要求钢筋成品装车前,结构施工队伍与钢筋加工队伍做好交接验收,保证钢筋丝头都套有塑料保护帽,质量不合格产品严禁出场。
3.3计划及成本控制
建立限额发料台账,根据盘点完成的实物工程量计算应耗量,与本期实耗量进行对比,计算每期钢材节超情况,了解钢筋损耗趋势,明确管理重心。项目在根据当期施工计划上报钢筋进场计划时,根据市场行情,在合理范围内可以进行适当仓储,既能满足施工高峰期钢筋半成品需求也能避免原材涨价带来的材差。
成效
项目行将结束,钢筋加工场的加工任务也进入收尾阶段,施工期间未发生安全事故,且产品质量达到了零返还率。集中加工节约了场地建设费用,满足了环境保护的需求;采用自动化数控设备加工减少了人工费的投入,工效提升;工厂化生产有利于实现工地标准化建设,符合精细化管理要求,钢材损耗率降低,减少了材料成本。
参考文献
赵孟贺.浅谈高铁钢筋加工工厂化[N]..科技与创新,2016年23期
谭锦,赵琳,李骁勇.浅谈钢筋集中加工的优点和质量管理[N]..建筑安全,2017年1期

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



