中核兰州铀浓缩有限公司 第九车间 甘肃 兰州 730070
摘要:针对六氟化铀运输容器吊耳坡口加工工艺进行了改进,通过定位方案和夹紧装置的设计,设计了适用的工装夹具,在保证坡口加工精度的前提下提高了生产效率,解决了生产过程吊耳加紧过程中存在的问题,保证了吊耳坡口加工质量,提高了生产效率,降低车间一线工人的劳动强度,具有明显的经济价值。
关键词:运输容器;吊耳夹具;夹具设计
本文主要介绍了六氟化铀运输容器吊耳坡口的加工工艺改进及其夹具设计。利用公司立式加工中心提高了吊耳坡口加工精度有利于提高吊耳焊接头强度,针对吊耳这类零件制作了新夹具工装,用此夹具装夹工件进行加工时能有效地减少工件的装夹和定位时间,提高生产效率和加工精度。
图1 XN3000六氟化铀运输容器结构简图
1.阀门 2.阀门保护罩 3.裙座 4.封头 5.筒体 6.加强圈 7.吊耳 8堵头 9隔热罩
吊耳三维零件图如图2所示,由于吊耳坡口为圆弧型面,原有工艺中采用数控火焰切割吊耳外形,通过钻床加工圆孔,最后手工火焰切割坡口的方法。手工切割坡口需要人工打磨,劳动强度大,费时费力且质量不稳定,若坡口型面表面粗糙度不能满足焊接要求,影响吊耳焊接接头强度。手工火焰切割过程中产生的弧光、粉尘影响环境和操作工的职业健康。

图2 吊耳三维零件图
采用立式中心加工的坡口角度、钝边及表面质量均符合工艺要求,圆弧边一次装夹可以完成一边坡口加工,但是需要正、反两次装夹才可以完成两边坡口加工。为了提高效率不分层,具体加工工艺过程:工件找正,加工外圆弧,翻面装夹,进行反面圆弧加工。在加工过程中存在工件找正不便问题。从图3可以看出这个工件可以中心孔来进行定位装夹,而找平四个孔中心连线是比较费时,尤其在批量生产时装夹时间长,工作效率低。
在 实际加工过程中有必要设计和制作一个简单的对此工件的专用夹具能使工件进行简便、快速、准确的定位装夹,以保证加工时的圆弧精度和倒角精度而且夹具力求结构简单,制作方便,有一定的通用性,可供长期使用。
实际加工过程中有必要设计和制作一个简单的对此工件的专用夹具能使工件进行简便、快速、准确的定位装夹,以保证加工时的圆弧精度和倒角精度而且夹具力求结构简单,制作方便,有一定的通用性,可供长期使用。
图3 吊耳排列图
为了提高吊耳坡口加工效率,采用4件为一组进行装夹。对于这种情况,首先是如何能准确地进行定位装夹,找正是关键。先采用2个定位销 “销边 ”的方法定位工件,然后采用4个T型螺栓穿过压块将工件固定,所以首先采用了图 4所示的夹具进行工件的装夹加工。
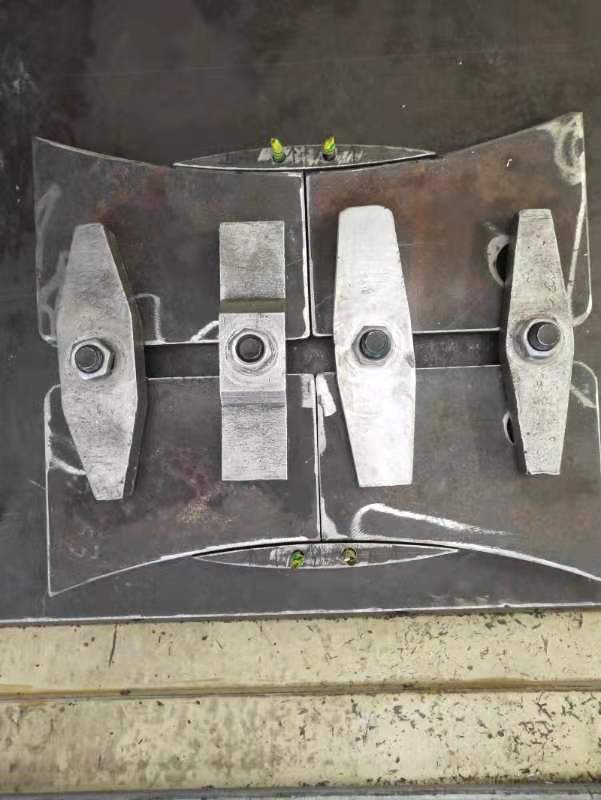
图4 夹具
经过几批零件生产实践后,发现其中还是存在一些问题:a.工件找正、刀具对刀还是比较麻烦。例如:由于采用的削边定位销,找正就更为不便,误差有时比较大;由于整个工件在加工过程中是靠4个T形块、螺栓、螺母、压板进行压紧定位,紧固程度显得有些不够,加工过程中在切削力的作用下会发生微小位移致使加工反面轮廓倒角经常出现一边有、一边无的情况;c.一旦出现夹具松动,又要进行重新找正。对于这类问题,关键在于夹具,如果夹具不解决,效率、精度都将无从谈起。所以对这个夹具做了进一步的改进。

图5 最终夹具效果图
如何解决此类问题以便在加工过程中能够尽可能地提高效率。夹具一般是由定位元件、夹紧装置、夹具体及其他装置或元件组成,这样修改设计了一种夹具,能实现以下功能:a夹具在机床上找正,通过圆弧简化为利用百分表找直线;b.将几个夹具零件合为一个减少了定位误差;c.改变了夹持力的受力点,提高了加工过程中的稳定性。
1.针对吊耳的加工特点及加工的批量,对吊耳的夹紧装置应满足装卸工件方便、迅速的特点,通过定位方案和夹紧装置的设计,解决了生产过程吊耳加紧过程中存在的问题,保证了吊耳坡口加工质量,生产效率提高了3倍,降低车间一线工人的劳动强度。
2.通过对吊耳件外形结构特性的了解,适当的选择机械加工中的定位基准,是能否保证吊耳加工质量要求的重要条件,经过多批次零件加工验证,尺寸均合格。
参考文献
[1] 王娜, 金志刚. 数控铣床加工吊耳零件夹具的设计[J]. 机械制造与自动化, 2010, 39(005):19-20.
[2] 王群. 浅谈吊耳坡口加工工艺及切割专机的设计[J]. 工业锅炉, 2017(6):4.
[3] 栾则宇, 陈红霞, 洪量,等. 吊耳加工的快换分度工装:, CN211332287U[P]. 2020.
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



