南通铭泰机床有限公司,江苏 海安 226600
摘要:卷板机在我国已经形成规模化制造,在技术科研人员不断努力创新下,在各行各业使用着多种结构形式卷板机,在我国各行业发展中取得了巨大成果。本文指出了目前国内卷板机存在的问题和缺陷,并对卷板机未来发展成高端数控卷板机和高精度的数控智能卷板机的趋势进行了探讨。
关键词:卷板机;板材;未来发展
0 引言
卷板机是利用辊子的移动变化和旋转运动,使夹在棍子中间的平面板材产生连续的弯曲变形,能够将其加工成相同曲率或多种曲率半径的筒形或弧形的机器[1]。随着经济的发展,用户对产品质量要求和自动化程度越来越高;在提高筒形、锥形、和特殊形状的产品,对卷板机领域需求越来越大;对卷板机的研究和新产品的开发增加了难度和挑战。
近年来,我国经济从高增速向高质量转型发展,各型卷板机的制造企业和相关研发领域的科研人员解决了大量设计和生产制造上的困难,在卷板机的设计和生产制造等领域进行了深入的研究。在以需求为导向的当前市场下,为了迎合不同应用场景生产的需求,异构化和驱动方式多样化的各种卷板机新产品被推出。在现有市场需求驱动下,加工宽度和厚度的规模不断加大,对加工的精度和质量要求也不断提高,新兴材料的发展也丰富了可加工金属板材的材质和种类,卷板机的制造能力和技术水平得到了快速提升[2]。
我国卷板机的发展已经进入了较快发展的阶段,但是在卷板工艺、产品规格、卷板质量和产品过程管理等方面仍与国外存在差距。对此,金属板材弯卷理论仍需要进一步完善,卷板工艺需要在生产制造过程中反复摸索实践,促进各类卷板机更新换代,有效提升卷板机的性能,带动卷板机生产制造水平进一步拔高,对进一步覆盖社会需求,促进机械工业发展,具有深远而重大的意义。
多年来,卷板机在发展中已经形成了很大的规模,在制造水平上也在不断提高。围绕金属板材弯卷理论与卷板工艺的研究、卷板工艺设计和结构的分析、卷板机电气系统的控制等方面,科研人员进行了大量的研究和探索,为卷板机的研发和不断技术创新,提供了丰富的理论支撑[3]。
2 卷板机的主要结构形式
卷板机的分类可以参照不同标准,现有的分类方式一般可以从辊子轴线位置、辊子数量、辊子布置方式、辊子调整方式、驱动方式等角度来进行分类[2],如表1所示。
表1 卷板机分类一览
分类方式 | 种类名称 |
辊子轴线位置 | 卧式、立式 |
辊子数量 | 两辊、三辊、四辊、多辊 |
辊子布置方式 | 对称式、非对称式 |
辊子调整方式 | 上调式、下调式 |
驱动方式 | 机械驱动、液压驱动 |
辊子传动方式 | 上辊传动式、下辊传动式、全传动式 |
上辊有无倾倒轴承体 | 开式、闭式(船用型) |
功能 | 普通型、多用型 |
卷制方法 | 冷卷、温卷、热卷 |
控制方式 | 强电控制、NC控制、CNC控制 |
目前市场上用得较多的是上辊万能式卷板机,如图1所示。
1.油箱 2.翻倒油缸 3.机架 4.上辊升降油缸
5.上辊 6.托辊 7.下辊 8.上辊左右移动电机
9.底座 10.减速机 11.电动机 12.电气箱
图1 上辊万能式卷板机结构示意图
上辊万能式三辊卷板机两个下辊的间距保持固定。上辊借助油缸可以分别实现升降同步移动和单独升降移动,使得上辊状态调整为水平或者倾斜状态(倾斜状态用于卷制锥筒)。上辊升降分为快速和慢速两种,可以提高生产效率。上辊横向移动可以实现非对称卷板机预弯功能。横向移动电动机是通过带轮传动给一级减速器,再由一级减速器传给蜗轮减速机,蜗轮减速机带动丝杆螺母两端机架及上辊左右横移,具有机械自锁功能、移动平稳、同步性好。控制横向的制动电机,能够保证上辊停置位置的精准性。带轮传动可以有效地保护操作失误给设备带来的损坏。两根下辊的间距是固定的,只执行旋转动作,各有两个支撑托辊安置在每根下辊的中部,可以使下辊变形挠度减小,保证加工筒体的质量。支撑托辊通过丝杆螺母和斜铁来进行高度调整,可以精确地调整到与下辊紧密贴合。
下辊是由三个齿轮成品字形通过一台电机和减速机直接驱动两根下辊旋转。如图2所示。
1.驱动齿轮 2.两只下辊齿轮
图2 齿轮传动示意图
通过上辊万能式卷板机实现一次进料两端预弯,卷制成形,如图3a、图3b和图3c所示。该进料方式能够避免操作工人过高的劳动强度,生产效率能够有效提高。
对料装置是为保证卷筒质量的关键步骤之一。上辊万能式卷板机经过设计人员通过液压系统精心设计了自动对料机构,保证对料精度,精度达到0.1mm,能够大大提高卷板质量。
上辊万能式卷板机大部分结构都是采用板材焊接,经过专业设计、结构合理、质量稳定、重量轻、占地面积小等优点。
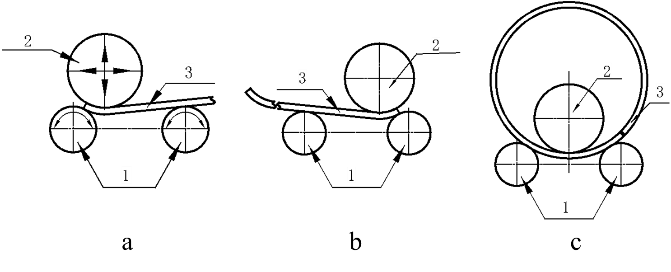
1.两根下辊 2.上辊 3.预制金属板
图3 上辊万能式卷板机进料方式
3 卷板机工作原理及卷板工艺
卷板机就是利用三点弯曲成圆的工作原理,实现板材按照一定曲率弯曲变形,得到所需要的形状[3]。卷板机将板材卷制成筒体一般需要五个步骤:板材对中、端部预弯、连续卷制、末端预弯和最终合口[4]。不过这个变形的过程非常复杂,涉及机械板材的种类、屈服强度、载荷方式、摩擦系数、金属的塑性变形、弹性变形、板材厚度、宽度等参数,对卷板设备参数和工艺参数都有影响。板材精确的弯卷理论数据难以获取。
板材弯卷成形理论是卷板机卷板工艺的重要技术理论支撑,从最初简单的弯曲模型、工艺分析与力能参数计算到成型过程工艺参数化、板材几何形状特征、板材非线性变形和弹性回复以及工作辊的弹性变形和挠度变化等因素的逐层递进的考虑,使得其逐步进入研究范围[5]。金属板材弯卷成形理论与卷板工艺的理论分析、数值模拟和实验研究,采用不同方法从不同角度分析卷板机工艺参数、板材物理特性和尺寸特征以及摩擦条件等对卷板过程和成形质量的影响[3],对于各类各型号的卷板机设计研发和生产制造具有一定的理论支撑和工程参考价值。
4 存在的问题
板材在卷制过程中存在的问题:
(1)卷制时板材对中在一定程度上影响卷制精度,板材的弹性变形是卷制工艺中存在的主要问题。
(2)在卷制过程中下辊既要以自身轴线为旋转轴带动板材移动,还要配合上辊夹紧板材,承受上辊与板材带来的压紧力和重力[7]。挠变现象会伴随着卷制受力过大而产生,导致板材在卷制过程中受力不均匀,造成卷制产品合口失败或者带有缺陷。
(3)一般卷板机都是采用强电控制,卷板过程主要靠操作者根据经验进行控制。
5 未来发展趋势
通过对现有卷板机发展现状及现有工艺的梳理,可以发现在卷板机的未来研究中还有关键的技术问题需要进一步研究和探讨,主要体现在以下四个方面:
(1)在卷制时通过上料装置比传统的人工上料更安全并提高了工作效率。但在精确性和重复定位性还达不到理论要求。国外的自动送料装置比较合理,选取伺服电机与气缸相结合的运行方式,运行平稳[8]。
(2)卷板机在卷制过程中上下辊受到挤压方式产生挠性变形,下辊可以通过托辊装置将挠度进行补偿,上辊根据卷制板材材质、板材厚度、成形状态进行理论模型研究,将上辊加工成鼓式来弥补卷制时受力不均匀。
(3)卷板机的控制方式可以依托于伺服控制技术和计算机数字化控制技术的发展,为卷板机控制的智能化提供技术支撑。
(4)未来卷板机要实现自动控制,在工效问题、能耗问题、设备问题、驱动问题和操作方便、提高卷制精度等问题上进行深入研究。
6 结论
卷板机经过半多个世纪的发展,企业通过多次技术改造,加快产品结构调整和企业转型升级,消化吸收国内外先进技术,提高自主创新能力。目前研制的新型卷板装备已经基本能满足国内需求。在一带一路的政策下,将卷板制造业做大做强,跨出国门,走向世界。
参考文献
李永堂, 梁涛, 雷步芳, 等. 我国大型卷板机研究现状和发展趋势[J]. 锻压装备与制造技术, 2020, 10: 15-19.
李建, 陈举庆, 姚久军. 四辊卷板机弯卷工艺及辊位移计算模型[J]. 一重技术, 2015, (03): 1-5+44.
仉志强, 宋建丽, 付建华, 等. 板材弯卷成形工艺的研究现状[J]. 塑性工程学报, 2014, 21(01): 1-6+84.
Zhou Junchao. Dynamic response of the full-scale straddle-type monorail vehicles with single-axle bogies[J]. Mechanika, 2019, 25(1): 17-24.
张翔宇, 雷步芳, 李永堂, 等. 海洋风电塔筒卷板机研究现状与发展趋势[J]. 机械工程与自动化, 2021, 6: 219-220 +224.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



