身份证号码 : 37082719900903****
摘要:工程机械刃具钢主要用于制造推土机、挖掘机、装载机、平地机、除雪机等机械的零部件,包括刀角刀片、履带板、齿块、斗齿和护板等。刃具钢的使用工况恶劣,直接与砂石、矿石、煤等物料发生冲击、碰撞和摩擦,因此要求其在具备一定强度和硬度的同时,还需有一定的塑性、韧性和焊接性,而目前国内普通刃具钢在实际使用过程中存在硬度偏低、韧性不足、焊接性不稳定的问题。本文根据国内某知名刃具制造商需求,开发出一种强韧性良好、焊接性稳定、硬度和耐磨性优异的工程机械刃具用低合金钢30CrMnB。
关键词:30CrMnB;刃具钢;焊接性;耐磨性
1开发方案
1.1工艺路线和性能要求
刃具钢生产工艺路线:铁水预处理→转炉初炼→LF精炼→RH精炼→板坯连铸→堆垛缓冷→加热→轧制→矫直→精整→淬火+回火。10~80mm厚刃具钢性能要求如表1所示。

1.2成分设计
刃 具钢由于使用工况复杂,不同设备有不同的要求,成分设计尚未标准化。目前的成分体系仍以0.15%~0.35%含量的C和0.5%~1.65%含量的Mn为主,通过添加Cr、Ti、B等微合金元素提高淬透性。部分刃具钢还可添加Nb、Mo、V等贵重微合金元素来提高塑韧性、耐磨性和热处理性能稳定性,同时对S、N、H等元素提出严格要求。根据不同元素在合金耐磨钢中的作用,设计了本次试验钢的成分,如表2所示。
具钢由于使用工况复杂,不同设备有不同的要求,成分设计尚未标准化。目前的成分体系仍以0.15%~0.35%含量的C和0.5%~1.65%含量的Mn为主,通过添加Cr、Ti、B等微合金元素提高淬透性。部分刃具钢还可添加Nb、Mo、V等贵重微合金元素来提高塑韧性、耐磨性和热处理性能稳定性,同时对S、N、H等元素提出严格要求。根据不同元素在合金耐磨钢中的作用,设计了本次试验钢的成分,如表2所示。
其中,S在钢中的固溶量小,很容易与Mn形成MnS夹杂,影响钢的韧性,因此钢中Mn和S的含量都需要严格限制,一些高级别刃具钢中的Mn含量甚至低至0.5%,S含量≤0.005%。
钢中溶入过量的N时,N、O会和B结合形成无效的BN和B2O3,降低钢的塑韧性,因此需要严格限制钢中的N、O含量。实际生产中通常添加Ti固N、Al脱O来保证B的添加效果,但Ti添加量不宜太多,否则形成大尺寸TiN,影响刃具钢的韧性,但Ti添加量也不宜过少,刃具钢回火后形成的TiC粒子可以增强耐磨性。
H常以原子态或分子态存在于钢中,由于钢在液态吸收大量的H,冷却后因来不及析出而聚集在晶体的缺陷处,产生很大应力,并与钢组织转变时产生的局部内应力相结合,致使钢材的韧性下降,产生“氢脆”,因此对试验钢的H含量有严格要求。
1.3冶炼方案
为了保证铸坯质量满足要求,将P、S、N、H、O含量控制在较低的水平,吹氧结束后加入铬铁,保证合金充分发挥微合金化作用,控制出钢下渣量在0.005%以下,确保钢水的洁净度;LF精炼工艺中的精炼时间控制在35min以上,转炉出钢后预脱氧,精炼初期通过控制铝添加量进行深度脱氧,减少Ti的氧化,使Ti达到良好的固氮效果,当Al含量≥0.035%时,加入钛铁进行微合金化处理,然后加入硼铁,提高有效B含量,减少无效氮化硼、氧化硼的形成;RH精炼保证真空度在100Pa以下,纯脱气时间在6min以上,出站前净吹时间≥6min,有效控制钢中夹杂物级别总和不超过1.5级;连铸过程钢水过热度控制在8~35℃,拉速全程控制在0.75~0.95m/min,以减轻铸坯内部偏析;铸坯下线溢氢,均匀组织,减少内应力和裂纹发生率,堆垛缓冷24~36h。
1.4轧制方案
铸坯加热时,鉴于加热温度对晶粒尺寸的影响,综合考虑轧制板型、轧制难度和表面质量,将加热温度设计为1170~1200℃;刃具钢采用控温轧制,充分发挥合金元素析出强化和细晶强化作用。轧制过程分为粗轧阶段和精轧阶段,粗轧单道次压下率≥10%,后三道次压下率≥15%,以保证钢坯在再结晶区储存充分的变形能,得到细小的奥氏体组织;精轧开轧温度不超过950℃,避开双相区轧制,精轧总变形量>50%,以促进铁素体形核,得到细小均匀的铁素体;终轧温度设计为较低的800~860℃,提高在未再结晶区的变形量,细化铁素体晶粒,充分发挥细晶强化作用。轧制完成后进行热矫直,矫直后快速通过冷床堆垛缓冷,防止钢板因温降过快而在冷床出现热裂纹或板型瓢曲。
1.5热处理方案
合适的热处理工艺可以显著提高刃具钢的综合性能,克服轧态组织的部分缺陷,使材料的组织、强度和韧性达到良好的匹配。
1.5.1淬火温度
热处理试验材料为45mm厚度热轧态刃具钢30CrMnB,淬火加热温度选择870℃、900℃、930℃,采用水冷方式冷却,淬火性能检验结果如表3所示。从表中可以看出,900℃淬火可以得到良好的性能。

1.5.2回火温度
对淬火温度为900℃的试验钢进行系列回火试验,回火温度分别为150℃、200℃、300℃和400℃。试验钢回火性能见表4。
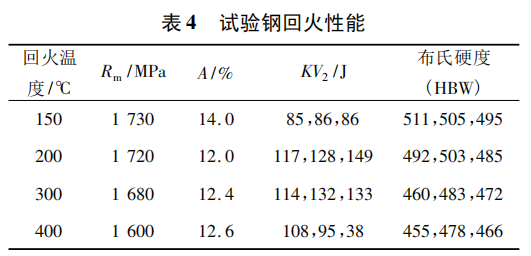
从表4可知,当回火温度为200℃时,试验钢具有良好的综合力学性能;随着回火温度的升高,强度和硬度有一定程度的下降,塑性和韧性有所提高。这是由于刃具钢在200℃以下回火时,可析出细小、尺寸为纳米级的ε碳化物(Fe
3C),有利于提高硬度和耐磨性;随着回火温度升高,超过200℃以上时,ε碳化物发生转变(转变为θ碳化物)、长大、粗化和球化,造成强度和硬度下降。
2实际生产效果
2.1实际产品性能检测
将 本次试验所设计的成分、工艺路线和工艺参数投入30CrMnB钢的实际生产,钢板实物性能检测结果见表5。
本次试验所设计的成分、工艺路线和工艺参数投入30CrMnB钢的实际生产,钢板实物性能检测结果见表5。
从表5中可以看出,钢板的综合性能和强韧性匹配良好,抗拉强度为1698~1790MPa,延伸率为10.5%~12%,冲击功为68~125J,表面硬度为HBW487~515,硬度波动HBW28。
2.2实际焊接性能检测
根据30CrMnB钢板用户的使用情况,对2块20mm厚度的试验钢进行同钢种焊接,采用奥钢联GM120焊丝,焊接方式为80%CO2+20%Ar混合气体保护焊接,焊接电流270A,焊接电压30V,焊接速度33cm/min,预热温度150~180℃,焊接后使用保温棉进行保温。
2.3磨粒磨损检测
从30CrMnB试验钢和27MnTiB普通刃具钢各选取3块磨损试样,在MLG-130B干砂橡胶轮磨粒磨损试验机上进行检测,磨损试样的尺寸为75mm×25.5mm×3.5mm,75mm×25.5mm表面为磨损面,磨损试样表面打磨精度要求按照GB/T18658—2002标准中冲击试样加工要求加工,磨损试验按照ASTMG65—2016(E2017)标准进行。6块试样磨损检测时的载荷、转速、磨料种类、橡胶轮直径、磨损距离等检测条件相同,对比2个钢种6块试样的磨损失重情况,普通刃具钢27MnTiB的磨损失重量是30MnTiB试验钢的1.4倍左右,试验钢30CrMnB的耐磨性能比普通刃具钢27MnTiB提高40%。
结束语
对试验钢板的力学性能、焊接性能和耐磨性能进行检测,结果表明:试验钢板的综合力学性能优良,焊接性能和耐磨性能良好,耐磨性能比普通刃具钢提高40%。
参考文献
[1]工程机械刃具钢30CrMnB焊接接头的显微组织和力学性能[J]. 姚宙,刘红艳,杜琦铭,张卫攀,徐桂喜. 热加工工艺. 2020(23)
[2]新型铝合金的组织与耐磨性能研究[J]. 张波,陈伟,吴广新. 上海金属. 2020(01)
[3]汽车钢帘线用拉丝液耐磨性能的研究[J]. 闫思梦,张少丹,周尧,许永清,杨旺,赵雄燕. 应用化工. 2019(01)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



