中国铁路济南局集团有限公司聊城工务段 山东聊城 252000
摘要:本文首先阐述了钢轨探伤技术在铁路运输安全中的重要性,论述了钢轨常见伤损及其成因,着重介绍了如何利用超声技术及时发现钢轨中的伤损隐患,并结合探伤安全管理方法进行综合运用来提升钢轨防断能力。
关键词:超声波;钢轨伤损;钢轨探伤技术
引言:
我国铁路发展步入世界首位,令全世界人们仰慕;安全是铁路运营的永恒主题,钢轨探伤在铁路运输安全中占有重要地位。钢轨探伤技术的灵活运用,有效保障了铁路的安全,避免了恶性事故的发生;钢轨探伤人员、管理人员应在提高钢轨探伤技术的基础上,更加重视科学性的伤损研判及管理,才能从根本上确保钢轨始终处于安全状态。
1钢轨探伤技术在铁路运输中的重要性
随着铁路事业的发展,运用总里程目前14万公里以上,其中高铁3.7万多公里居世界第一,但一些线路钢轨已严重疲劳,这样对铁路线路日常维护和保养提出了更高的要求,尽管正线已更换为60kg/m无缝钢轨,但种种因素导致线路上的钢轨在超期服役,给行车安全带来了极大地挑战。
如何解决钢轨超期服役与运输生产、乃至行车安全之间的矛盾,其中最有效的一个办法就是对钢轨进行定期的探伤检查。钢轨探伤技术的应用,能够及时了解铁路潜在的安全问题,避免行车事故的发生,对于我国铁路事业的发展具有重要的推动意义。超声无损探测技术由于其对缺陷的定位定量准确,检测灵敏度高等特点,在当前铁路探伤工作中得到了广泛的应用。
2钢轨常见伤损及其成因
钢轨伤损是指钢轨在使用过程中发生折断、裂纹及其他影响和限制钢轨使用性能的各种状态,钢轨裂纹是指钢轨表面或内部的部分金属发生分离。钢轨其他伤损是指除裂纹、折断外,影响钢轨使用性能的磨耗、压溃、压陷、波浪磨耗、弯曲变形、表面缺陷、外伤腐蚀等伤损。
从超声波钢轨探伤专业上可分为五大类:1.钢轨核伤;2.钢轨接头部位伤损;3.伤损纵向和水平裂纹;4.钢轨轨底裂纹;5.钢轨焊缝缺陷。
(1).钢轨核伤
钢轨核伤又称黑核或白核,大多数发生在钢轨轨头内,它是各类伤损中危害最大的钢轨伤损之一。
核伤形成原因:由于钢轨本身存在白点、气泡和非金属夹杂物或严重偏析等,在列车动荷载的重复作用下,这些微细疲劳源逐步扩展,使这些疲劳断面具有平坦光亮的表面、通常称作白核。当白核发展至轨面时,疲劳斑痕受氧化逐渐发展成了黑核。
除材质因素外还有其他因素产生的核伤:接触疲劳形成的核伤、轨面剥离形成的核伤、擦伤(焊补)形成的核伤、鱼鳞伤损形成的核伤、焊接不良形成核伤。
(2).钢轨接头伤损
钢轨接头是线路上最薄弱的环节,车轮作用在钢轨接头上的最大惯性冲击力比其他部位大60%左右,钢轨接头的主要伤损是螺孔裂纹,其次是下颚裂纹、接头掉块、马鞍形磨耗等。
①螺孔裂纹产生的主要原因有:轨道结构不合理,接头冲击过大,养护状态不良等。
②下颚裂纹形成主要原因是:轨头长期受到过大的偏载,水平推力以及轨头挠曲应力的复合作用等。
③接头掉块、马鞍形磨耗形成主要原因是:钢轨淬火层与钢轨母材间硬度相差很大,而且没有均匀过渡,大轨缝部位轨端承受车轮冲击力大、线路暗坑吊板等,促使钢轨掉块、压陷和不均匀磨耗。
(3).钢轨的水平、垂直、斜向裂纹
①钢轨在制造过程中工艺不良,没有切除铸锭中带有的严重偏析、缩孔、夹杂物等,使之在轨头或轨腰中形成水平、垂直(纵向)或鼓包等裂纹。
②在无缝长轨地段,长期受到大的偏心负载、水平推力及轨头挠曲应力的复合作用,在焊接接头下颚会产生水平裂纹。
③高硬度、耐磨的合金钢轨、含碳量较高的淬火钢轨因车轮的辗压,在轨头表面形成鱼鳞斜向裂纹。
(4).钢轨轨底裂纹
轨底裂纹的表现形式大体有三种:轨底坑洼(或划痕)发展形成的轨底横向裂纹,轨腰纵向裂向下发展形成的轨底裂纹,焊接工艺不良造成的轨底横向裂纹。在轨底热影响区极容易产生轨底横向裂纹。
(5).钢轨焊接接头伤损
国内长轨焊接方式有接触焊、铝热焊、气压焊三种。焊接设备、材料、气温和操作工艺等诸多因素都会影响焊接质量。
①铝热焊焊缝缺陷有夹渣、气孔、夹砂、缩孔、疏松、未焊透和裂纹等,其中夹渣、气孔可产生在焊缝中的任何部位,夹砂等多存在于轨底两侧,疏松多存在于轨底三角区,裂纹多产生在焊缝与母材之间。
②接触焊焊缝缺陷有灰班、裂纹、烧伤,其中灰班可存在于钢轨中的任何部位,特别是轨底边居多,裂纹存在于轨腰和热影响区,烧伤存在于离焊缝130~133 mm的区域。
③气压焊常见缺陷有光班、过烧、未焊透,其中光班存在于轨头或轨底部位,过烧存在于轨底两侧和轨头与轨腰结合处的凸出部位,未焊透存在于焊缝的任何部位。
3钢轨探伤技术检测中的应用
3.1对钢轨中出现的裂纹进行检测
3.1.1 37°探头探测方法
37°探头也不是仅仅检测螺孔斜裂纹,而是检测Ⅱ区的倾斜裂纹和轨底垂直裂纹; 在无缝线路检测过程中应特别注意将37°通道螺孔小闸门进行锁闭,避免产生盲区漏掉轨腰斜的裂纹。月牙伤是钢轨防断的重伤,伤损小但对断轨的危害性大,因此作业中应注重B显拼图,在确保经过螺孔时校队拼图圆顺的情况下,如果前后37°探头在轨底同一点发现有回波,且B显为正“八”字时,可以确定该点有垂直裂纹。
3.1.2 遇到一孔向轨端向上裂纹应仔细鉴别
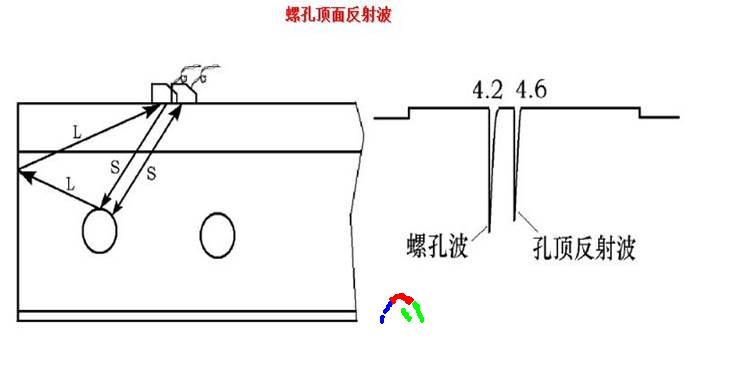
有缝线路60kg/m钢轨探伤中,检测接头第一孔时,有些钢轨探伤仪A型显示第一螺孔波后会紧跟一个类似螺孔向上裂纹波,这支回波是由于螺孔顶面反思与螺孔向上裂纹波出波显示时间顺序有所不同,螺孔顶面反射波为螺孔回波出现后,紧跟着出现,而且在螺孔波消失前先消失;螺孔向上裂纹波则是螺孔回波出现后,快消失时出现,而且在螺孔回波消失前后消失。检测时应掌握出波前后顺序,认真分析,去伪存真。
3.1.3 遇到斜裂纹
对于斜裂纹,入射波形方向与裂纹方向成90度角,会出现比较明显的回波。如果斜裂纹角度不良,或者是弯曲形状,将会出现断续37度回波,当裂纹有一定长度时可结合0度探头进行综合认定,在测算裂纹长度时会有一定的偏差。
3.2 0°探头探测方法
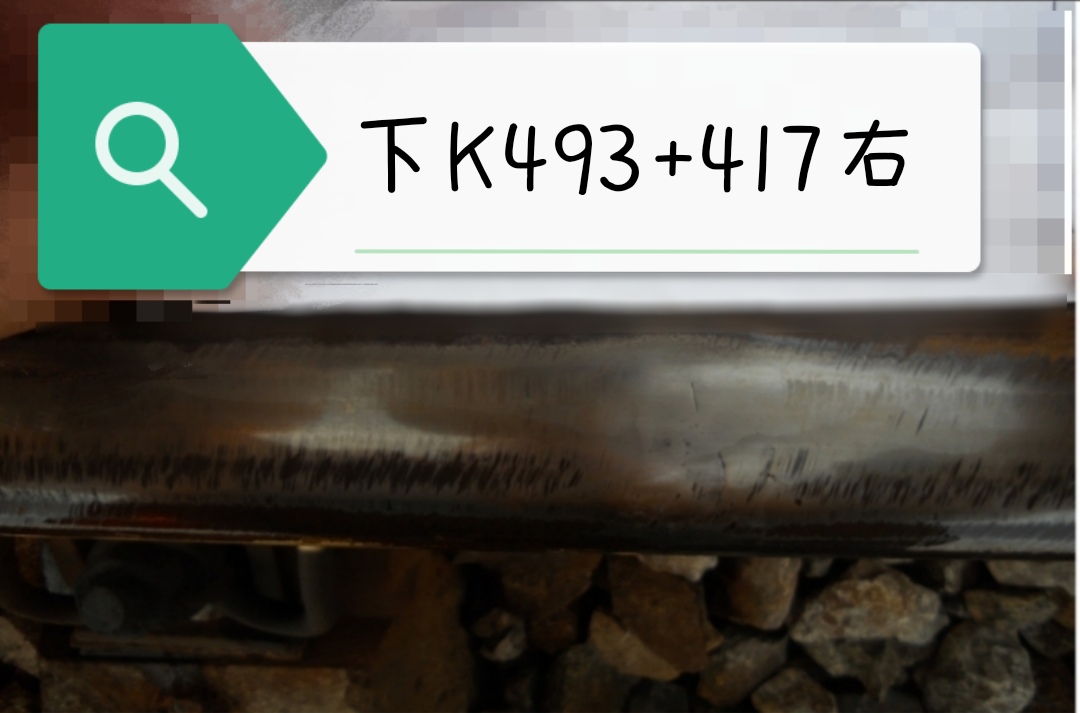
主要检测轨头顶面至轨底是否存在水平裂纹、垂直纵向裂纹及较大的斜裂纹;0°探头检测方式比较特殊,同时采用两种模式进行检测(反射式和穿透式),因此在灵敏度设定方面必须综合考虑。作业中应注重两种模式设定灵敏度的折中使用;作业中发现反射报警后提高到反射灵敏度校队,发现失波报警降低到穿透灵敏度校队,同时注重观察钢轨顶面状态,例如这种轨顶面外观擦伤、压溃就不能利用轨底失波进行判伤,这是由于轨顶面材质方式改变引起的失波。如图:
在近年来钢轨探伤的技能竞赛中,钢轨纵向裂纹检出率最低,其原因就是0°探头灵敏度采用错误。如图:


3.3 70°探头对鱼鳞纹下的核伤检测
钢轨鱼鳞伤下的核伤检测:钢轨鱼鳞纹发展到钢轨顶面三分之一位置时,在探测过程中将不会显示鱼鳞回波,因为声波在一定程度上受到了鱼鳞纹的阻挡,如若出现回波,无论大小都必须采用轨头侧面或轨头额部法进行校对,鱼鳞伤下的核伤又称为“帽状”核伤,一经发现都在20m㎡以上。
如图:①. 鱼鳞伤下的核伤又称为“帽状”核伤

②阙轨后照片

针对钢轨鱼鳞纹地段,检测中应采取以下方法:一控:控制推行速度不高于2km/小时;二调:调整探头、调大给水耦合量;三看:看波形、看位置、看状态;四结合:结合鱼鳞纹的发展方向(逆鱼鳞纹检测有利于探头耦合)、及通用探伤仪的轨额校对法。
结束语:
钢轨伤损检测关系到铁路能否安全高效运行,是工务部门技术含量最高的工种,具有“钢轨医生”的雅称,因此准确、合理认定伤损程度尤为重要;漏判带来安全隐患,误判引起材料设备浪费,探伤工必须具备过硬业务技能水平,才能保证铁路线路的良好运行,促进我国铁路行业的可持续发展,为我国社会经济的发展注入持久的动力。
参考文献:
[1]钢轨集团自主研发钢轨探伤管理系统达国际先进水平[J].邵峰.中国设备工程.2019(14)
[2]铁路线路维修检测中钢轨探伤技术的应用[J].郑学礼.四川建材.2018(03)
[3]支撑铁路稳定运输的钢轨探伤技术[J].寺下善弘,彭惠民.国外机车车辆工艺.2019(06)
[4]钢轨探伤作业标准化的探讨[J].黄祖泽.铁道技术监督.2019(06)
[5]自行式靴式钢轨探伤小车的研制[J].高兵,郭勐.机车车辆工艺.2019(03)
[6]电驱钢轨探伤小车的动力匹配研究[J].郭勐,葛志德.现代制造技术与装备.2018(02)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



