徐州巴特工程机械股份有限公司 221000
摘要:阐述了六西格玛的概念,分析其对高温合金焊接工艺的重要性,并对加强高温合金焊接技术水平提出合理化建议,根据实验结果论述这一问题。
关键词:六西格玛;高温合金;焊接工艺;改进
引言:高温合金材料的焊接作业,往往因加工有缺陷从而导致产品质量整体下滑。采用六西格玛质量管理措施,对焊接流程进行全面分析,从而达到提升工艺技术水平之目的。文章探讨了基于六西格玛方法下的焊接工艺改进措施,以实验最终评价作为理论基础,使其成为有效的作业依据。
六西格玛方法对高温合金焊接工艺的重要性
作为一种有区别于传统模式的新型管理体系,六西格玛将产品的质量目标、项目的管理手段以及运营理念进行重新梳理。根据产品的实际情况完善控制流程,包含了产品的概念定性、信息测量、数据分析、设计改善,以及项目验证。
在发动机结构中,高温合金材料起到了支架的作用。发动机运行过程中所产生的热流使高温合金受到热侵蚀,容易导致整体结构受损,而加强高温合金的强度,主要与焊缝作业质量相关。基于此,将六西格玛渗透到工艺讨论的过程,通过分析、测量等一系列管理措施,使焊接工艺水平有效提升。
六西格玛方法下的高温合金焊接工艺改进技术研究
产品及工艺的概念定性
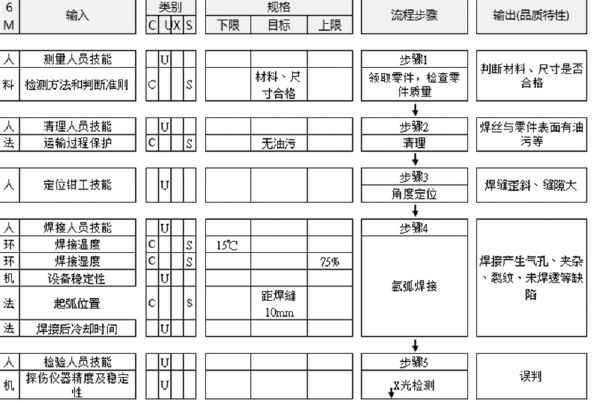
某高温合金支架在明确作业标准后,对其焊接缝隙质量进行全面检测。支架作业要求使用氩弧焊工艺技术,具体流程如下:
清理支架2.设置角度;3.焊接;4.目测焊缝质量,若质量不符进行焊缝修补,若质量合格则使用X光技术;5.X光检查内部质量,若质量不符进行排查—确认—焊缝修补—再次X光检查,若质量合格则提交。
总计35套合金支架,140个焊缝,检测发现焊缝品质率仅有27%,分析当前项目在质量控制方面的关键因素:1.产品生产周期及产品总体质量欠收;2.合格率过低,废弃产品过多,造成了极大的成本负担;3.提升焊缝质量是产品合格率的重要保障。最后,明确了本次产品生产合格率控制在90%以上的目标[1]。
产品信息测量
第二批新生产的15套支架,60个焊缝进行信息抓取。设置检测人员两名,60个焊缝统一数字编制,做X光检测成片,轮流目测光片并判断是否合格。
为使焊接流程精细化,检测人员需提前做好控制变量,如下图所示。
对产品检测采用过程缺陷法并分析其对产品造成的影响,相关数据如下图所示。
经过产品信息检测及对相关数据的排列调整,得出影响焊缝质量的几大关键因素,分别是焊接的温湿度、焊接口、起弧区域以及冷却时间。
产品分析
产品分析指的是建立在详细探究信息和问题的基础上,根据产品信息测量所得数据,选用合适的假想措施将影响焊缝质量的几大关键因素一一论证。如果因素是比较明显的,那么就在第一时间采取有效措施进行改善;如果因素是比较复杂的,并且 一时之间无法通过分析或是计算得出其实质所在,那么就留
到后面的产品设计优化阶段进行解决。总之产品分析就是预测几大关键因素,是六西格玛质量管理措施的重中之重。
首先要明确计划,根据焊接的温湿度、焊接口、起弧区域以及冷却时间这几个因素选用合适的分析方法,再依据之前的实验数据对60个焊缝展开分析,计划的建立如下所示。
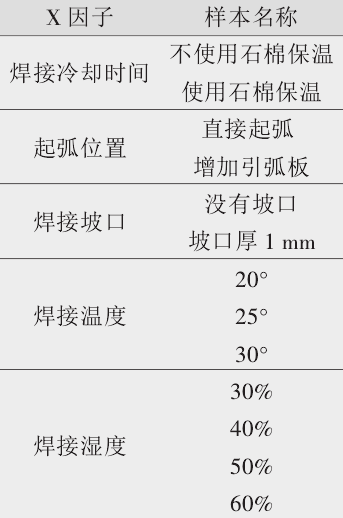
第一,在检验工具上我们采用双比率法与控制变量法结合,控制焊接口、起弧区域等确保环境相同,利用石棉延长冷却时间的方式,检测60个焊缝的合格情况。经检测合格率如下:
利用石棉控温的焊缝中,有32个合格,28个不合格。
未利用石棉控温的焊缝中,有11个合格,49个不合格。
分析结果表明,石棉使冷却时间延长,并大幅提升了焊缝的合格率。
第二,在检验工具上我们采用双比率法与控制变量法结合,控制焊接口、
冷却时间等确保环境相同,分析起弧板对焊缝质量的影响,经检测合格率如下:
使用起弧板的焊缝中,有30个合格,30个不合格。
未使用起弧板的焊缝中,有14个合格,46个不合格。
分析结构表明,起弧板的使用,对焊缝的合格率的控制至关重要。
第三,采用双比率法与控制变量法结合,控制起弧区域、冷却时间等确保环境相同,探查焊接坡口对焊接质量的影响,经检测合格率如下:
设置焊接坡的焊缝中,有27个合格,33个不合格。
未设置焊接坡口的焊缝,9个合格,51个不合格。
第四,采用双比率法与控制变量法结合,控制起弧区域、冷却时间等确保环境相同,分析焊接温度对焊缝质量的影响。温度依次设置25.30.35三个区间段,发现不同区间焊缝合格率缓慢上涨,因此认为温度并不是焊接质量的主要因素,但是要严格控制温度下限。
第五,采用双比率法与控制变量法结合,控制起弧区域、冷却时间等确保环境相同,探查湿度对焊缝质量的影响。湿度依次设置20.30.40三个区间段,发现不同区间焊缝合格率缓慢下降,因此认为湿度并不是焊接质量的主要因素,但是要严格控制湿度的上限
[2]
产品设计优化
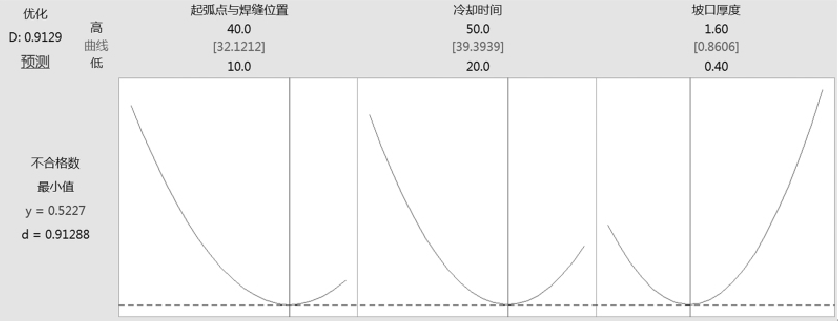
优化阶段是对主要因素,即坡口、冷却时间以及起弧进行设计更新。利用反应优化设备,考虑客观条件与成本最优在各关键点中的体现。设置坡口厚为0.9毫米,冷却时间40分钟,弧与焊缝区域间距32毫米,反应优化设备的数据及图示如下:
产品质量验证
以上所设最优参数目前已纳入到实际生产系统中,与此同时针对优化方案制定了质量控制措施,后续高温合金支架生产严格按照坡口厚度、冷却时间以及起弧间距三个重要因素进行质量检测,利用监测设备随时探查生产情况。据统计,后批次共计88条焊缝质量缺损率仅有2.3%,焊缝品质率高达97.7%,完全符合目标预设值90%以上[3]该企业在近2年的时间里,经济效益同期相比增收45%,成本节约高达107.43万元,废弃合金材料逐批减少,返修整改率明显降低。
结束语:
六西格玛质量管理措施使高温合金支架生产流程更加科学化、合理化,通过产品的定性、产品信息收集、产品参数分析、产品设计优化以及最终的质量验证,找出最为关键的三大因素:坡口厚度、冷却时间及起弧间隔,为后续产品的生产提供了有力保障,间接说明六西格玛方法可成为我国焊接行业甚至其它领域的重要法宝。
参考文献:
[1]李博帅,朱明,鲁金涛,徐雅欣,党莹樱,张慧慧.焊后热处理及长时热暴露对HT700高温合金摩擦焊接接头组织的影响[J].动力工程学报,2021,41(04):337-344.
[2]贲鹏鹏,顾伟,胡鉴,万隆,惠畅,李思凡,王春明.镍基高温合金氧化膜焊前激光清洗工艺研究[J].焊接技术,2021,50(03):25-31+106.
[3]施其玲.浅论六西格玛质量管理在质量改进中的应用[J].内燃机与配件,2019(18):187-188.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



