中车长春轨道客车股份有限公司 吉林省长春市 130062
摘要:本文介绍了自动化焊接在中国标准动车组“复兴号”转向架侧梁焊接质量的重要性,和提升焊接质量的应用方法,详细说明自动焊接机械手在焊接构架侧梁时如何解决工件焊缝定位方法的原理和编程方法。
关键词:标准化动车组;侧梁;IGM机械手;电弧传感
前言
中国标准动车组“复兴号”动车转向架是由中国中车集团长客股份公司自主研发的产品,是高速列车的重要构件,在车辆运行过程中承受安装部件等工作载荷以及动力牵引、制动和惯性力。目前,轨道客车车辆的转向架基本上采用H型构架模式,侧梁焊接已成为其制造过程中的主要加工方法。因此优化焊接工艺、提高焊接质量对保证转向架质量乃至列车安全运行都有着十分重要的应用价值和现实意义。
但在中国标准化动车组侧梁端部进行自动焊接时,经常出现因焊缝尺寸偏差导致焊偏的质量缺陷。严重影响产品质量和运行安全。
1 实施办法
为了解决焊偏的问题实现自动焊接的目的,采用了焊枪喷嘴传感器进行碰撞工件定位焊缝位置的方法。这种方法可以计算出每条焊缝的偏移量,精确定位焊缝位置,可实现自动化生产。
第
一步:利用焊枪喷嘴接触传感器,开始送电,设定开始寻找步点,然后运行焊枪到X坐标侧梁端部距离端板大约10厘米位置。添加寻找路径,让焊枪沿着X坐标方向缓慢运行直到轻微接触端板表面停止。添加一组寻找点1。(图组1)
第
图组1

图2
第三步:利用焊枪喷嘴接触传感器,设定寻找中介步点,然后运行焊枪到Z坐标侧梁端部距离端板大约10厘米位置。添加寻找路径,让焊枪沿着Z坐标方向缓慢运行直到轻微接触端板表面停止。添加寻找组1。(图3)


图组3
第四步:焊接机械手利用焊枪接触传感器定位的三个方向的接触点计算出X、Y、Z、三个坐标的相对偏差值,最终计算出当前焊缝的坐标位置。(图4)
图4

通过喷嘴传感器中的触碰传感功能,成功实现以上“寻踪定位”四步法,解决因工件尺寸有偏差,焊接机械手的焊枪TCP点也会通过计算偏差,成功寻找到焊缝的正确起弧位置。
正确的起弧位置找到后,由于料件坡口尺寸偏差,或者是点固点的打磨不规则,引起焊缝不规则,这个时候怎样防止焊接过程中不会出现焊偏的现象出现呢?这个时候我们会采用电弧跟踪功能的应用,来保证焊接准确性。
2 工作原理
焊接机器人在自动焊接过程中利用电弧跟踪传感器(图组5)来弥补工件在焊接过程中变形偏差,使电弧始终控制在接缝中间焊接。利用摆动焊接对V型、半V、U型、半U型等坡口进行跟踪。


图组5
如果在跟踪过程中出现焊偏现象,需要调整摆动(图6)的频率和摆动宽度及传感灵敏度。必须保证导电嘴的出丝顺畅和导电性好。
在利用电弧跟踪焊接时,有跟踪偏离焊缝的情况。主要原因是摆动
图6
的角度不合适,沿焊缝方向的左右两个摆动点角度应该保持一致。 3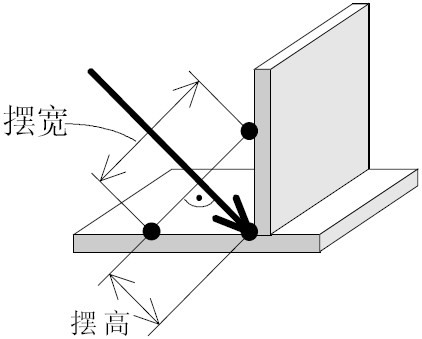
结论
(1)侧梁上焊缝不同层间的焊接采用不同的焊接顺序,其焊后残余应力是不同的,随着焊接层数的增加其残余应力逐渐减小,说明选择合理的焊接顺序的能够降低焊接结构中的残余应力。
(2)采用焊接机械手寻踪定位功能和电弧传感功能的应用,解决了由于多种原因形成的焊缝尺寸偏差,焊缝坡口不规则,引起的焊接质量问题,提高了焊缝质量,提升了焊后交检合格率100%。并且提升了生产效率。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



