杭州娃哈哈集团有限公司,杭州 310018;
杭州东华链条集团有限公司,杭州 311102;
摘要 本文旨在介绍一种采用瓶坯壁厚控制技术来配套或改造国内简易中空吹塑成型设备,提高塑料容器成型质量的技术改造。此技术改造可以节约原料,降低成本,提高成品品质质量,是一种提高设备档次、投资回收期短、又节能降耗的经济实用的便捷手段。
关键词 塑料成型;瓶坯;壁厚控制
Improvement of Wall-thickness Control System of Simple Blow Molding Machine
TANG Mei Bo1 FANG Zi Xing 2
(1. Hangzhou Donghua Chain Group Co., Ltd.,Hangzhou 311102;
2. Hangzhou Wahaha Group Co., Ltd.,Hangzhou 310018)
Abstract:The bottle blank wall thickness control system is used in the technical transformation of simple hollow blow molding equipment. The purpose of this paper is to introduce a kind of technical transformation which uses the bottle blank wall thickness control technology to match or transform the domestic simple hollow blow molding equipment and improve the molding quality of plastic containers. This technical transformation can save raw materials, reduce costs and improve the quality of finished products. It is an economic and practical convenient means to improve the grade of equipment, shorten the payback period of investment and save energy.
Key Words: Plastic forming,Bottle blank,Wall thickness control
目前,塑料容器的成型方法有很多种,如中空吹塑成型、注射成型、压缩成型、滚塑成型、热挤冷压成型等等。而中空吹塑成型是使用最广泛、产量最大的成型方法之一,80%以上的中空容器是采用中空吹塑法成型的。但早期的中空吹塑成型设备缺少型坯壁厚控制系统,存在原料浪费、成品品质不高的情况。由于进口的壁厚控制系统价格昂贵,只在高档机型有所使用,而国产设备均为中低档设备,因为成本原因无法普及。因此,如何提高传统挤出吹塑成型设备的整体技术含量,使之适应该行业技术发展趋势要求,成为很重要的一个研究课题。本文针对瓶坯壁厚控制系统用于简易中空吹塑设备的技术改造加以探讨。
简易中空吹塑就是通过螺杆挤出机将加热塑化的塑料熔体从模头模芯缝隙中挤出,形成管状型坯,挤出的型坯靠自重垂直悬挂进入模具,再通过高压吹气使塑化的型坯膨胀紧贴模具内壁成型,冷却后得到成品。目前国内中小型企业基本采用简易中空吹塑设备,简易中空吹塑设备也有不少的优点:设备的造价较低,成品的生产成本也较低;设备的操作简便,易于维修,产品规格的变更性较好。但简易中空吹塑设备也存在不少的缺点:能耗高,产量低;制品的尺寸和厚薄偏差大;制品的强度性能与耐破坏性能较低,为了得到有用的制品,只有增加制品的重量,从而增大了成本的压力。
在简易中空吹塑中,熔料从口模挤出处于黏流态流动一段时间,由于原材料特性、挤出后温度和流量随时间变化呈非线性变化,所以型坯在挤出过程中,型坯壁厚发生变化。型坯壁厚在吹气成型过程中无法得到有效控制,冷却后会出现厚薄不均的状况,坯壁产生的应力也不同,薄的位置容易出现破裂。因此,塑料中空容器因其强度要求就规定了最小壁厚,为使容器最薄处达到最小壁厚要求,容器的其它部位就会相应加厚,造成原料的浪费。
随着原料的成本日渐攀升,简易中空吹塑设备在成本控制方面凸显出明显的缺陷。在吹塑过程中,型坯的形成和吹胀是吹塑过程的核心,型坯形成和吹胀质量的高低直接影响着容器制品的质量好坏。因此,为了节省成本,一种比较经济的做法就是采用控制型坯壁厚的方法,使成型后容器的整体壁厚分布均匀,同时亦可提高产品质量,尤其奶线上使用的广口瓶。针对简易中空吹塑设备的缺陷,在设备上加装壁厚控制系统就成了我们必然的选择。
壁厚控制系统是对模芯缝隙的开合度进行控制的系统,即位置伺服系统。在简易中空吹塑设备上加装了壁厚控制系统后,可以用程序控制管坯的方法,在挤出过程中通过控制芯棒的上升和下降来增大或者减小模芯与口模之间的熔体出口间隙,产生不均匀的管坯,使制品尺寸大的部位对应管坯壁厚较大的区域,以得到吹制后均匀壁厚的容器,从而控制最终产品的壁厚。同时均匀的制品还能缩短冷却时间,相应加快了生产周期,提高了产量。
壁厚控制系统在使用过程中,为了保证制品的质量,要求被控量能够准确地跟踪设置值,同时还要求响应过程尽可能快速。以50点壁厚控制器为例,在连续挤出的模式下,从模头挤出一个型坯最短时间约2s,在2s的时间内要实现一条有限长度的函数曲线,需要将其分成50个段落,在时间轴上,每个段落只有大约0.04s的时间,按照跟踪理论,壁厚控制器的单位脉冲过渡时间应为段落时间的1/5~1/10,即4~8 ms,这就要求系统响应非常迅速。而在响应如此迅速的同时,还要保证被控的位置量能够准确跟踪设置值,否则,壁厚控制将失去意义。要达到上述两种要求的控制效果,正是壁厚控制系统设计的难点。另外,由于在型坯轮廓曲线上取50个点来描绘曲线,如果点与点之间还须进行插值处理,尽量使轮廓曲线光滑,难度就更高。
壁厚控制系统因高精度的要求采用闭环设计,其组成部分包括壁厚控制器、电液伺服阀、伺服油缸、模头和作为信号反馈装置的电子尺等,如图1所示:
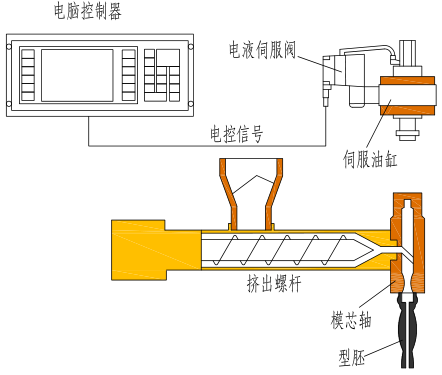
图1 壁厚控制系统
在壁厚控制器的面板上设定型坯壁厚轴向变化曲线,纵向为型坯的长度或一个型坯的循环时间。横向是口模的开度,也可认为是管状型坯的壁厚。其工作原理是控制器根据上述设定曲线输出大小变化的电压或者电流信号,通过高精度模拟量输出模块输出给电液伺服阀,由电液伺服阀驱动执行机构伺服油缸控制模芯的上下移动,从而改变口模和模芯缝隙的变化。电子尺通过测量缝隙的大小得出相应的电压信号反馈给壁厚控制器。这就构成了闭环的壁厚控制系统。
我们改造的简易中空吹塑设备是连续挤出式、六工位挤出制瓶机。针对我们设备的特点,首先设备是简易的,因此要求所选用壁厚控制系统要匹配,功能不能浪费,够用即可,同时还要考虑经济性;其次成型模具是六工位的,为了达到饮料瓶成型所要求的质量要求,这就要求壁厚控制系统的精度重复性要好。经过对各种壁厚控制系统的比较,我们选用了50点壁厚控制系统。
挤出设备的模头属于侧向入料式模头,熔体由侧向入料口进入模头后,经模芯周向分流,从周向流动逐渐过渡至轴向流动。因此,模芯起到了分流槽的作用,其对型坯周向壁厚的均匀性有较大影响。如图2所示,为了保证型坯周向壁厚的均匀性,模芯采用了锥形设计,熔体进入模头后,由于模芯与模头之间形成的流动截面积较大,流动阻力较小,使熔体快速地环绕模芯周向流动,形成环形熔流向下流动。经口模后流出模头,形成型坯。同时,口模也设计为可调整式,便于调整型坯的周向壁厚,保证型坯周向壁厚的均匀性。
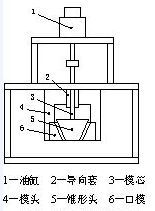
图1 挤出机模头的结构
模芯与口模设计成收敛式结构,收敛段流道的横截面积逐渐减小,因而使熔体在周向被压缩,沿流向被拉伸,大大增强了沿流向的取向效应。同时,调节螺柱将模芯与壁厚控制器相连,通过轴向移动芯棒可调节模芯与口模之间的间隙,达到调整型坯壁厚的目的。为了减小熔体对模芯的冲击,设计了导向套,使导向套与模芯通过精密的配合,使模芯既能顺畅的移动,也使熔体不从间隙溢出。支架的作用就是将挤出机模头部分稳固地固定在挤出机底座上,减小模头部分对挤出机料筒的压力,便于壁厚控制系统能稳定地工作。
我们将加装了壁厚控制系统的简易中空吹塑设备用于了以HDPE为材料的280ml饮料瓶的生产,效果非常明显。采用壁厚控制前后的瓶壁厚度分布如下表1所示:
表1 壁厚控制前后的瓶壁厚度分布表
典型位置 | 未使用壁厚控制(mm) | 使用壁厚控制(mm) | 差值(mm) |
瓶颈 | 1.5 | 1 | 0.5 |
45 | 0.9 | 0.8 | 0.1 |
40 | 1.2 | 0.9 | 0.3 |
35 | 0.8 | 0.6 | 0.2 |
30 | 1 | 0.8 | 0.2 |
25 | 0.8 | 0.7 | 0.1 |
15 | 0.9 | 0.8 | 0.1 |
10 | 0.8 | 0.7 | 0.1 |
5 | 0.4 | 0.6 | -0.2 |
瓶底 | 0.3 | 0.5 | -0.2 |
瓶子重量 | 28.4g | 25.6g | 2.8g |
可以看出,加装了壁厚控制系统后,瓶颈和瓶身的数据离散性明显收敛,分布趋于均匀,而瓶底变厚,增加了瓶子的强度。通过罐装和杀菌等工艺试验,瓶身应力强度显著提高,消除了原有3~5%的破瓶率。瓶身克重也相应减少,由原来的28.4克降为25.6克,并且还具备降低克重的空间。如果按该种机型的产量1800瓶/小时,每天运行20小时,每克HDPE粒料1分钱计算,一年既可节约原料30~40万元,而我们的改造成本只有七万左右,因此经济效益非常显著。
简易中空吹塑设备加入壁厚控制系统,保证制品的质量,降低了材料成本,因壁厚均匀缩短成品冷却时间增加产量,亦即提高整体生产利润,获得更高的生产力。全国有数以万计的同类设备,如能推广应用,将产生极大的经济效益和社会效益。
参考文献
[1] 路甬祥. 液压气动技术手册[M].北京:机械工业出版社,2002.
[2] 尹健晖,罗飞,蔡文远,曹建忠,中空吹塑成型机壁厚控制系统的发展[J].工程塑料应用,2005,33(10),58-60.
[3] 黄汉雄.塑料挤出吹塑的机理问题[J].高分子通报,2002,(04),12-17.
[4] 杜巧连,陈卫增,俞鸿斌.吹塑机型坯壁厚控制系统的优化设计[J].液压与气动,2005(10), 61-63.
[5] 陆松,黄汉雄.现代设计方法在型坯成型研究中的应用[J].塑料工业,2003(04), 29-34+47.
[6] 黄汉雄.塑料吹塑技术[M].北京:化学工业出版社,1996.
[7] 邱睿,庞阳,邱建成.挤出吹塑中空成型机型坯控制系统的使用与维护保养[J].塑料包装,2018,28(03), 37-41.
[8] 杜巧连,舒柏和.中空成型机型坯壁厚控制系统的设计与研究[J].塑料工业,2012,40(12), 59-62+83.
作者简介:范志新(1969- ),杭州娃哈哈集团有限公司工程师,邮箱:fzx@wahaha.com.cn。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



