广西机电技师学院 545005
摘要:针对气门拆装工具在使用性能、通用性能方面存在的问题, 进行了改进与设计。利用自制工具组合拆装气门座圈时,以自制工具为支点,既发挥了杠杆原理,省力好用,又不会损坏缸盖,更具优势;用自制气门导管拆卸工具,对导管内孔进行定位,垂直敲击至导管脱离导管安装内孔;利用台钻装夹铰刀来修复缸盖气门导管安装内孔,既发挥了对中效果,省力好用,又不会损坏气门导管孔。
关键词:气门维修工具、改进、设计
一、引言
在现代社会,汽车行业在高速发展,根据日常保养维护的基本要求,当汽车使用过程磨损达到极限,需要进行二级保养、三级保养,大修作业。而维修内容可根据汽车构造分为:发动机系统维修,燃油供给系统维修,电气系统维修,底盘系统维修。在发动机系统中,气门导管及气门座圈对发动机的可靠性、安全性影响重大,加之由于气门导管及气门座圈的工作环境恶劣,既承受着高温燃烧腐蚀,也承受着高压冲击,易磨损。但是传统的气门维修,操作难度大,维修时间长,很难满足当前快节奏的社会需求,所以改进已有的传统气门维修工具,成为目前迫切需要,并且能够提高工作效率,创造更高的经济效益。本文基于长期维修实践,对传统气门维修工具进行了升级改造。
二、气门维修与传统维修工具存在的问题
在发动机故障维修中,常因气门和气门座圈磨损过大,造成发动机动力下降、座圈与气门密封角度过大、气门磨损、座圈下沉过多等不良状况,需要更换气门和座圈。使用传统气门维修工具维修时,在更换和研磨气门前,都需要用专用工具、铰刀和采用螺丝焊接在座圈上,以从下往上捶打或用扳手卡在座圈与缸盖体结合部,撬击取出。这样既费力又有可能损坏缸盖底座。在装座圈的过程中,也不能保证绝对平衡,难以准确达到装配精度要求。
加之,传统铰刀用手工操作的稳定性较差,容易因人工用力不均,或轻或重,不易控制。铰刀刀头又不好磨,第一,不够锋利。第二,刀把不好控制,不能整圈运转,容易造成平面断刀,成波浪状,导致工作面密封不严。第三,研磨气门难度大,因为工作断面起波纹,要使密封性能达到不漏光不漏气的水平,就要加长研磨时间,有可能还要重复开铰工作面,造成气门低下,难以达到理想的效果。第四,工件的稳固性差。
基于上述在长期维修实践中发现的传统气门维修工具存在的问题,为了能更有效、更好地发挥工具在维修中的快捷便利性,现利用一般修理厂拥有的工具、设备,集思广益,自己动手改进和设计实用、可靠性强,适合维修要求的使用工具。
三、工具的改进设计与步骤
本文试图改进传统的气门座圈更换工具,气门导管更换工具,气门座圈和气门配合角度矫正工具。主要是根据车型需要,用分体式工艺,加工多种规格的导管柱,用螺旋螺丝直接装配使用。
制作步骤如下:
步骤一:用小货车弹簧钢板切割成长度550mm,直径φ35mm的圆柱棒,并打磨成型,作为撬棒。如图1。
图1.撬棒
步骤二:在车床上将硬度为8.8,螺纹直径为M10mm,长度为100mm的螺栓加工成一端外螺纹M10mm,统一螺纹长度规格为10mm,一端直径6-10mm(根据车型所需调整大小规格)的螺杆,在螺杆和螺纹接合部进行倒角。(图2.螺杆图)
图2.螺杆图
步骤三:在车床上将直径20mm,长度20mm的钢棒加工成上部直径20mm的球形,下部直径16mm的锥形。在下端钻孔,开直径为10mm,深度为11mm的内螺纹。以此作为拆卸气门座圈的支撑点。如图3。
图3.拆装气门座圈的支撑工具
步骤四:用车床加工一个,下部直径16mm,上部直径30mm,长度50mm的立锥型。在其下部钻一个深度11mm,直径8mm的孔,开直径10mm的内螺纹。在其上部车一个直径10mm,长度30mm的圆柱,作为管位棒使用,便于装在台钻夹头上。在距下部17mm处用8mm钻头沿斜上75°方向钻斜孔用于装铰刀头。再垂直于该斜孔钻一个直径为5mm的内螺纹孔以固定铰刀。如图4。
 图4.铰刀架
图4.铰刀架
步骤五:在直径8mm的钢筋上磨一个缺口,焊上合金刀头,根据需要多焊几把。磨好平面角度作为修正高低角度用。45°角用作密封工作面的铰刀头。下部刀头用80°角调中的铰刀头。如图5。
 图5.铰刀
图5.铰刀
步骤六:在车床上将直径20mm的圆钢,加工成下部直径6mm,长度60mm,中部直径9mm,长度70mm,上部直径20mm,长度80mm的工具,(形状如图6)。
 图6.气门导管拆解工具
图6.气门导管拆解工具
步骤七:用车床将直径为30mm,长度为130mm的圆钢,一端加工成上部直径30mm,下部直径16mm,长度30mm锥形,并在端面钻一个深度11mm的孔,开直径10mm的内螺纹,作为装气门导管的工具。
图7.装气门导管工具
步骤八:用车床将直径为60mm,长度为160mm的圆钢,一端加工成直径40mm,长度100mm圆柱,中部加工成上部直径60mm,下部直径40mm,长度为20mm的锥形,另一端根据多种车型尺寸加工多个台阶,并在端面钻一个深度11mm的孔,开直径10mm的内螺纹,作为装气门座圈的工具。
图8.装气门座圈工具
四、改进后工具使用方法和优势
在确定是否更换气门座圈和气门导管前,需要先检查气门杆外径和气门导管内径的磨损量,如果上下端部磨损过大,且对角测量后发现超过规定值,就需要更换新的气门导管。同样检查气门座圈是否因长期承受气门的冲击,造成凹坑、麻点、座圈磨损变宽等情况,若磨损显著,且凹陷深度超过规定值,就需要更换气门座圈。
(一)气门座圈拆解
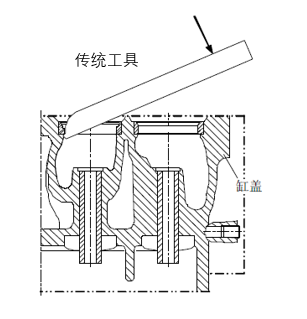
拆卸气门座圈时,根据车型选用自制改进工具图2中规格适合的螺杆,将自制螺杆拧到图3的锥形工具的下部,装配完成后,放到气门导管上,作为支点,然后用撬棒卡在座圈边缘,进行敲击,敲击过程中注意采用对角方法,直至取出座圈。相较于图示传统工具,以气门座圈和缸盖作为支点,容易在撬动时压坏缸盖燃烧塞边缘。但利用自制工具组合拆装气门座圈时,以自制工具为支点,既发挥了杠杆原理,省力好用,又不会损坏缸盖,更具优势。

(二)气门导管拆解
拆卸气门导管时,将座圈面朝上,水平垫高缸盖,放置到合适的高度,用自制气门导管拆卸工具,对导管内孔进行定位,垂直敲击至导管脱离导管安装内孔。
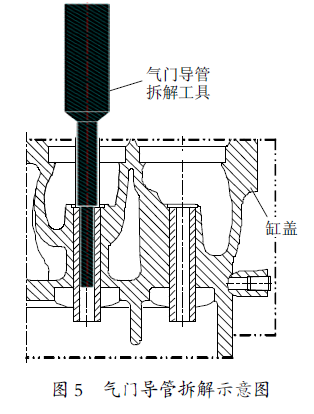
气门导管拆解示意图
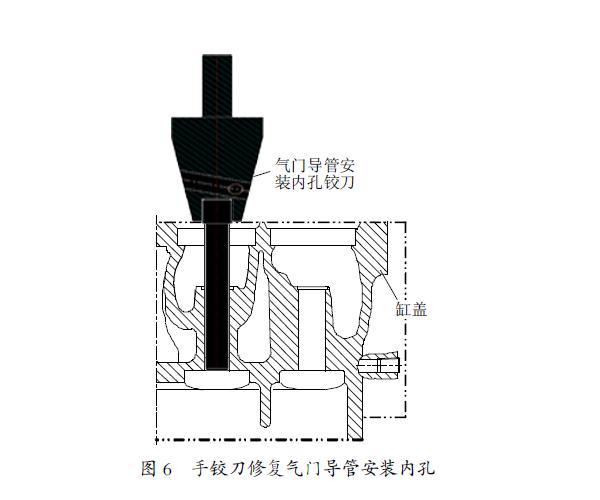
台钻装夹铰刀修复门导管安装内孔示意图
(三)利用台钻装夹铰刀修复缸盖气门导管安装内孔
拆卸后用台钻装夹铰刀修复缸盖进、排气门导管安装内孔,进刀时,保持垂直、顺时针旋转状态进刀。退刀时,刀具必须处于顺时针旋转状态向上退出。清洁缸盖进、排气门导管安装内孔。机用铰刀铰孔后,测量气门导管安装内孔,如尺寸小于规定值,铰刀须报废,更换新铰刀。传统手铰刀修复工具,手工操作的稳定性较差,容易因人工用力不均,或轻或重,不易控制。但利用台钻组合铰刀修复气门导管时,以台钻为基准,既发挥了对中效果,省力好用,又不会损坏气门导管孔,更具优势。
(四)气门导管的安装
铰孔后同时清洁座圈底孔和气门导管孔,去除毛刺,清除铁销、沙粒,然后均匀加热缸盖,再用气门导管装配工具,将新导管倒角大的一端朝下,定位导管外圆,垂直敲击工具,直到工具端面与缸盖沉孔肩面贴合为止。然后用气门座圈装配工具,以气门导管内孔定位,垂直敲击,将座圈安装到位。测量导管顶端至缸盖装弹簧底座平面尺寸, 如尺寸不在规定值范围内,应及时修正导管安装工
具或报废,更换气门导管装配工具。
(五)利用台钻装夹铰刀修正气门导管内孔
用台钻装夹铰刀修正气门导管内孔,进刀时,保持垂直、顺时针旋转状态进刀;退刀时,刀具必须处于顺时针旋转状态退出。台钻装夹铰刀铰孔后,测量气门导管内孔,如尺寸小于或等于规定值,铰刀须报废,更换新铰刀。
传统手铰刀修复工具,手工操作的稳定性较差,容易因人工用力不均,或轻或重,不易控制。但利用台钻组合铰刀修复气门导管时,以台钻为基准,既发挥了对中效果,省力好用,又不会损坏气门导管孔,更具优势。
(六)气门座圈的安装
座圈面朝上,将缸盖水平垫高 50 mm 放置。清洁缸盖气门座圈装配结合面,若有毛刺须去除。缸盖气门座圈肩面不允许有铁销、沙粒等杂质。事先将气门座圈放置于工业用的冰箱内10 h以上,温度≤-40℃。用自制气门座圈装配工具,以气门导管内孔定位,垂直轻敲安装工具直至座圈底平面与缸盖气门座孔肩面贴合。
(七)气门座圈密封面修正和研磨
如果在检查气门座圈密封面有无受损时,发现虽有受损,但未达到更换的程度,且气门座密封锥面仅有轻微磨损和少量较浅麻点时,可以用研磨的方法消除缺陷,恢复气密性。如果气门座密封锥面严重磨损,宽度增加明显,烧蚀严重时,可以进行铰削修正。此时,需要根据装配情况调整气门密封工作面,用台钻夹头固定图四的铰刀架,根据要求装配上图八的铰刀头,一般而言,发动机的进、排气门与气门座的密封锥角基本都是45°,因此可以用45°、15°和80°三种铰刀,其中45°铰刀又分为粗刃和细刃两种,铰削前应根据气门座及气门导管孔尺寸选择适合的铰刀及刀杆。刀口前端垂直装上,调整好角度后锁紧固定,用慢速逐渐进刀,保持用力均匀、平稳,不得倒退,在确保能够消除凹陷、斑点以及能铰出完整密封锥面的前提下,对气门座铰削量越小越好,切削达到要求为止。铰削后要检验气门座圈的密封是否符合要求,可以在气门端面上加注适量汽油,观察汽油渗漏情况,如果两三分钟后没有渗漏,即符合密封要求,如果发生渗漏,说明气门与座圈密封性不佳,必须重新研磨,研磨后再次检查渗漏情况,直至没有渗漏为止。
改进后的工具相较于传统工具,使用台钻固定缸盖,在底部座用螺丝固定工件,在工装平面上与台钻呈垂直构件,加上刀架下方有气门导管固定中心,更易固定工装构件和刀具,一次成型,操作简便快捷,从而提高工作效率,保证作业效果,创造更好的经济效益。
五、结语
随着社会经济基础的不断进步,汽车工业也在高速发展,人们对车辆维修的技术和质量所提出的要求越来越高。因此要求生产工艺、技术人才的素质,要不断的根据时代变化进行革新。汽车维修人才除了具备维修所需的电路系统、发动机系统、底盘传动系统、燃油供给系统等维修知识以外,还需要拥有创新意识和终身学习的意识,不断的思考维修中遇到的故障问题,总结解决故障的方法,不断的将学习到的新技术、新工艺应用到实践当中,并提出创新性的解决方法,如维修工具的改进,维修方法的创新等。
六、参考文献
[1]发动机气门锁片柔性装配工具设计[J]. 斯铖宇,林杨和,马建强. 内燃机与配件. 2020(12)
[2]某航空活塞发动机气门拆装工具的优化[J]. 张勇,王裕林. 航空维修与程. 2017(11)
[3]发动机排气门开裂原因分析[J]. 郑志飞,张少宗. 理化检验(物理分册). 2015(11)
[4]气门拆装工具的改进与设计[J]. 安雁秋,武长河. 山东工业技术. 2015(03)
[5]内燃机车气门拆装工具的优化设计与应用[J]. 赵乾,邱庆华. 煤矿机械. 2014(02)
[6]190系列柴油机缸盖气门弹簧拆装工具[J]. 李峰涛,张莉. 设备管理与维修. 2015(05)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



