大连市技师学院
前言
由于我国社会科技水平在日益提升,国内模具行业也获得了迅速发展,模具制造企业也故而取得了可观的经济效益。然而, 目前在模具制造期间仍然存在着这样那样的缺陷,而且会对模具使用寿命带来影响的因素来自多个各方面,其具体情况十分复杂,包括模具的具体结构设计合不合理、模具制造期间的质量管控严不严格、模具的安装正不正确、调整适不适当、使用操作合不合理,以及具体工作条件是不是良好等。其中由于模具本身在制造加工期间因质量管控不严产生的各种质量缺陷,一直未曾获得人们的关注, 本文在阐述基本理论的基础上,结合具体加工制造模具的实践,对于在此期间发现的一些问题及相关解决方法展开分析,希望可以提高模具的制造加工质量,从而延长其使用寿命,令其发挥出更大的价值。
第一章 切削加工
理论要求,模具在进行切削加工的时候,一定要确保尺寸过渡处形成的圆角半径严格符合要求,而且圆弧必须光滑的与直线相接。一旦模具在切削加工环节质量达不到要求,就会因以下三方面原因令模具受到损伤,甚而至于早期失效:
(1)因切削加工期间操作不当,造成转角处过于尖锐或者是圆角半径不够大,均会让模具在工作期间因应力的过度集中而受损。
(2)切削后的表面不够光滑,局部存在裂口、刀痕或者切口等其它缺陷,它们不仅仅是应力集中点,也是各种裂纹的温床。
(3)模具毛坯经过切削后没能将其轧制、锻造期间出现的脱碳层均匀、完全地切除,故而在接下来的热处理环节中造成硬化层不均匀的问题,从而使其耐磨性变差。
如图所示为切削加工:

图1-1切削加工
第二章 锻造加工
在模具制造业中使用较为广泛的材质是高碳、高合金钢,例如Cr12MoV、W18Cr4V等。不过,由于这类钢或多或少都存在碳化物颗粒粗大分布不均、成分偏析,以及组织不均匀等多种缺陷。故而在选用此类材质进行模具制造时,一定要采用某种合理的锻造工艺进行加工,将其制模块毛坯。选择的锻造工艺在将钢材加工成符合尺寸规格要求的模块毛坯时,对其组织性能实行善达。通过合理的锻造工艺,能将碳化物中的大块给打碎,使其分布得更加均匀;对金属纤维的排列方向加以改善,使其流线分布呈现出更加合理的状态;大幅度减轻甚至消除焊合气孔等冶金缺陷,使钢的致密度等性能得以提高。
这方面的合理应用实例不少,模具寿命也确实在锻造后得到明显延长,譬如某工厂原本的冷冲裁模具,是以直接Cr12MoV钢材Φ90 mm的棒料加工而成的,其平均使用寿命基本约600件,最高也不过2,000件,模具失效的原因均为崩刃或者破裂。对该模具做大量分析后发现其材料中所含碳化物超过5级。后来改为使用Φ60 mm棒料,采用锻造工艺加工成Φ90 mm,将其中碳化物减小到3级,最终将模具的实际使用寿命延长到8,000件以上。采用高碳、高合金材质制成的模具导热性不好,加热的时候速度要控制好,加热要均匀、速度要慢一些。严格控制在锻造温度范围中,锻造比一定要合理。当锻造比变大时,坯料中的孔隙会被焊合,其中的碳化物会被打碎并分布得更加均匀,其机械性能也得以提高;当锻造比达到一定极限后,会出现纤维组织从而使坯料性能产生各向异性。故而,选用的锻造比务必保证合理,并注意与镦粗和拔长结合。拔长宜采用2~4的锻造比,镦粗则控制在3以下。具体次数参照表1确定,表2是锻造后Cr12型钢的变形量、碳化物级别与次数间的关系。

在锻造模块坯件时,应掌握好始锻和终锻温度,遵循“二轻一重二均匀”的原则。“二轻一重”是指在锻造开始时要轻打,锤击力量要小,把网状碳化物打碎;待碳化物被打碎后,就要重打快打,因为模具钢的锻造温度范围往往较窄,所以要争取缩短锻造时间;当模块坯件的温度降到接近终锻温度时,由于塑性大幅度下降,又要轻打,并及时停止锻造。“二均匀”是指加热均匀和变形均匀。
第三章 磨削加工
对模具进行磨削加工的目的是为了让其表面变得光滑。磨削加工机床通常有三种:其一是平面磨床,其二是内外圆磨床,其三是工具成型磨削机床。在进行精加工磨削期间,要对磨削变形与裂纹(包括工件表面出现的显微裂纹)的产生加以严格控制,不然后续环节中它也会一点点显露出来,最终对模具寿命造成影响,只是这一点之前并未被人们注意到。其实因冷却条件不佳、砂轮粒度不适合或磨削速度太快等因素的影响,模具表层难免出现局部过热现象,使其显微组织发生变化,或使表面硬度降低,也可能形成较大的残余拉应力,结果让模具使用寿命缩短。
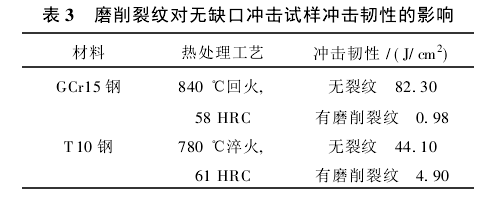
太快的磨削速度会对模具局部造成烧伤,使用的磨轮太钝或重载、砂轮粒度过细或冷却剂不当,会催生磨削裂纹。因其细小紧密,肉眼不可见,不用磁粉探伤都检验不出来。微纹往往会形成与磨削方向垂直的一系列平行线,严重时会形成一种网状“龟裂”。模具一旦出现磨削过烧现象或形成磨削裂纹,其疲劳强度就会降低。具体见表3。
磨削加工的时候必须对磨削缺陷进行预防。任何一个磨痕,哪怕是再细滑的表面,都有一定的危害,但危害性视情况而影响。磨削裂纹是在砂轮接触模具表面的时候,产生热能并发生塑性变形造成的。砂轮与模具接触的一瞬间,它局部的温度会有非常明显的变化,最终这个表面会因受热形变而瞬间变大,只是次表层还是冷态,这个表层的变大基本上就被抑制了,经过这个过程从而产生了一个较大压应力。塑性变形在当其超过模具屈服强度时就产生了。
所以在此影响下我们需要进行预防措施:强切削力的粗颗粒的砂轮,或粘结性不高的砂轮;减少磨削时的进给量;选用合理的冷却剂;采用磨削后的回火(一般在250~300℃)可以让磨削应力基本消除。
如图所示为磨削加工:

图3-1磨削加工
第四章 电火花加工
对于具有复杂形状的凹模型腔或者是硬度较高的模块,普通机械加工法并不适用,就需要用到电火花工艺。为发挥其优越性,应深入分析电火花加工工艺带给模具寿命的相关影响。若应力集中程度无法凭借模具材料的形变来削减,局部应力就会突破模具强度极限,从而使加工面出现龟状裂纹。淬火层会出现于白亮层下部区域,因热影响会逐渐减弱,再往里的温度有所降低,形成回火层。
过于电火花加工过程中形成的异常层组织,接下来本文将以基体50Cr4 Mo3SiMnV为例加以说明。该钢材需要经1,090℃淬油,并于560℃温度时回火三次,每次回火1 h,然后方可电火花加工。经过金相分析显示:淬火层呈现马氏体组织,因未经回火,脆性比较强。而淬火层以下的温度大于回火的560℃温度,形成回火屈氏体组织,颜色较深,其强度、硬度均更低,附着于淬火层的马氏体之上,二者间的强度、塑性均存在着十分显著差异,可能会使模具在工作期间出现裂纹。以X射线对其残余应力进行测定后,发现其约为340 MPa。故而,可确定异常层对于模具寿命有着明显的削弱作用。
当展开重电极加工进或大面积加工时,要求工件与电极务必要装夹稳固,加工期间决不能出现松动。然而电火花加工所形成的表面相较于普通机械加工出来的表面以及热处理后的表面而言,研磨难度更大,故而为了确保模具使用寿命,应在结束电火花加工前通过精规准修整,将表面产生的硬化薄层去除,应该尽可能就异常层厚度减薄,通常采用的措施有:对电火花加工参数做出适当调整;针对电火花加工产生的表面以电解法或者是机械研磨法加以研磨,将异常层当中的白亮层,尤其是其中的显微裂纹除去;电火花加工结束后,安排低温回火一次,尽量将异常层稳定下来,不让显微裂纹继续扩展。
如图所示为电火花加工。
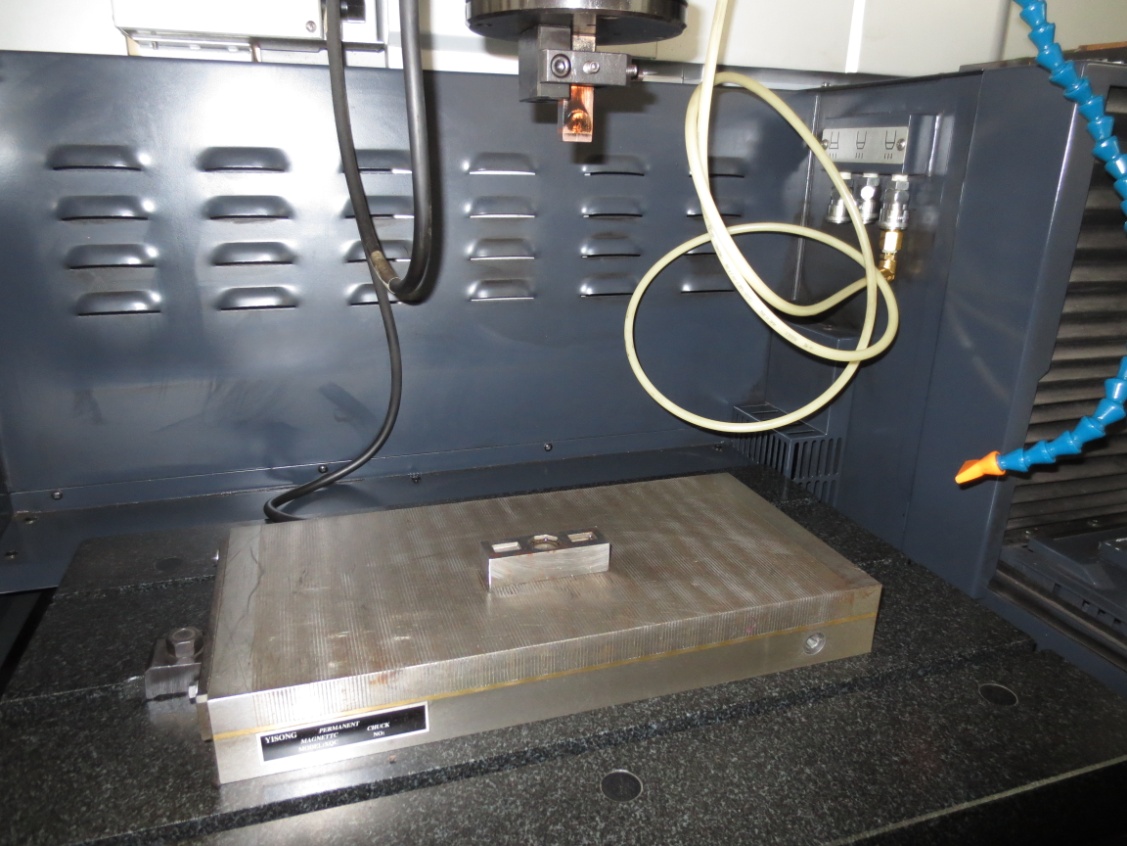
图4-2电火花机床
结论
本文结合具体实例,介绍了模具制造过程中,对于其使用寿命造成的不良影响,分析了其具体形成原因,并提出了相应的预防措施。为了延长模具的实际使用寿命,就必须要关注模具制造过程中的质量状态。以上是本人对模具制造加工中一些常见问题的浅显看法,因时间所限,文中可能有些细节并不完善,考虑问题也可能不够周全,希望各位老师能够不吝赐教。
参考文献
[1]张崇才.模具寿命及其技术.北京:中国文联出版社,2002
[2]曾珊琪,丁毅.模具寿命与失效[M].北京:化学工业出版社,2005.
[3]张荣清.模具制造工艺[M].北京:高等教育出版社,
2006.
[4]王孝培.冲压手册[M].北京:机械工业出版社,
2006.
[5]赵万生.特种加工技术[M].北京:高等教育出版社,2001
[6]张学仁,等,数控电火花线切割加工技术[J].哈尔滨:哈尔滨工业大学出版社,2000.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



