1.中车戚墅堰机车有限公司,江苏省常州市 213011; 2. 中车戚墅堰机车有限公司,江苏省常州市 213011
摘 要:在气门端面硬化工艺中采用电阻焊代替端面堆焊,可以实现高效率、低成本、高质量的焊缝,本文针对影响电阻焊质量的因素进行分析,以期在制定初步工艺时避免焊接缺陷的产生。同时,选取优化后的焊接参数进行施焊,对焊接工件质量进行验证。通过理论和实践相结合,制定出适当的焊接工艺以便在实际生产中应用。
关键词:电阻焊;气门;剪切;田口分析;焊接循环
中图分类号:(TG453;TG456) 文献标志码:A
23-8N(33Cr23Ni8Mn3N)奥氏体耐热钢具有良好的高温疲劳强度和耐燃气腐蚀性能,是用作涡轮增压强化大中型柴油机气门的优选材料,其既保持了铁基奥氏体气门钢的低成本,还改善了气门制造工艺过程中的材料敏感性问题,同时提高了气门的使用功能。气门加工过程中,端面需要做硬化处理,由于23-8N材料无法通过淬火达到硬化的效果,因此需要在气门端面上焊接一段马氏体材料(40Cr10Si2Mo)。电阻焊由于焊缝致密,焊接质量高,易于实现自动化、机械化,是实现23-8N与马氏体材料焊接的高效工艺。
电阻焊(resistance welding)是工件组合后通过电极施加压力,利用电流通过接头的接触面及相邻区域产生的电阻热进行焊接的方法。在此过程中,工件本身由于电阻热和大量塑性变形,使两个分离表面的金属原子之间接近到晶格距离(3-5Å)形成金属键,在结合面上产生足够量的共同晶粒而得到冶金结合的焊缝。
影响电阻焊接质量的因素:
焊接循环(welding cycle)
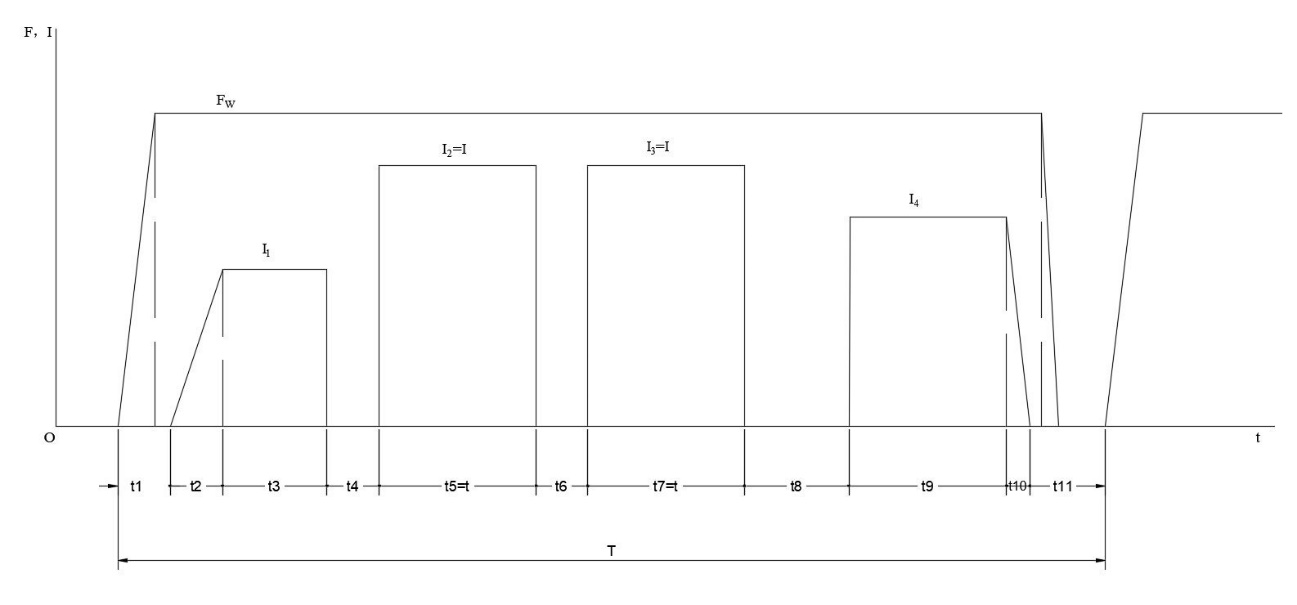
电阻焊接过程中,三个重要的参数电流I、压力F、时间t等参数均可独立调节,一个完整的焊接循环由加压-焊接-维持-休止四个程序段组成。如图 1为SMD-80中频电阻焊机典型的焊接循环示意图。
焊接电流
焊接电流是最主要的焊接参数,由电阻焊的总析热 可知,调节电流可以使焊接过程中的内部热源析热量显著变化,电流与接头力学性能的关系如图 2所示。随着焊接电流增加,融化的金属形成的熔核尺寸增加,剪切载荷不断提高,但当电流过大,引起金属过热、喷溅等缺陷时,接头性能逐渐降低。
可知,调节电流可以使焊接过程中的内部热源析热量显著变化,电流与接头力学性能的关系如图 2所示。随着焊接电流增加,融化的金属形成的熔核尺寸增加,剪切载荷不断提高,但当电流过大,引起金属过热、喷溅等缺陷时,接头性能逐渐降低。
电阻
电阻焊接过程中的电阻组要由三部分组成:焊件间接触电阻RC、电极与工件间接触电阻Rew、焊件本身电阻RW。一般而言,接触电阻 的析热量约占总析热量Q的5-10%,焊件内部电阻2RW的析热量约占总析热量Q的90-95%。其中接触电阻与工件接触点的分布及面积有关,即与焊件材质、表面状态、电极压力及温度等有关。常温下,异种金属材料接触,其接触电阻值取决于较软的材料,且同一焊接区RC≈2Rew。
的析热量约占总析热量Q的5-10%,焊件内部电阻2RW的析热量约占总析热量Q的90-95%。其中接触电阻与工件接触点的分布及面积有关,即与焊件材质、表面状态、电极压力及温度等有关。常温下,异种金属材料接触,其接触电阻值取决于较软的材料,且同一焊接区RC≈2Rew。
电极压力
在整个焊接循环中,电极压力先于电流产生,后于电流结束,即整个加热过程中都在施压。一般而言,电极压力过大或过小都会使焊点承载能力降低、分散性变大。因为电极压力过小,焊接区金属的塑性变形范围、变形程度都不足,造成因电流密度过大引起加热速度增大而塑性环来不及扩展,从而引起喷溅;电极压力过大将使工件接触面积增加,总电阻和电流密度均减小,从而造成未焊透、融合面积不足等缺陷。根据常用电阻焊接规范(RWMA、BWRA、MIL SPEC等),电阻焊电流与压力的匹配以不产生喷溅为原则,即在喷溅临界曲线(如图 3所示)无喷溅区附近,此时可以获得最大熔核和最高拉伸载荷。
| |
1-板厚1.6mm以上 2-板厚1.6mm以下 | |
试验材料:试验用气门基体材质为33Cr23Ni8Mn3N,直径18.6mm,长度315mm,气门焊接硬化材质为40Cr10Si2Mo,直径18.6mm,厚度6.1mm。
试验设备:SMD-80中频电阻对焊机。
试验方法:选取对焊接参数影响最重要的三大要素焊接电流、焊接时间及电极压力作为因子,每个因子分别选取两个不同水平,具体参数如表 1所示。
试验要求:焊后端面径向胀量不超过0.60mm;端面经超声波探伤,不得存在相当于φ2mm当量的未融合、未焊透等缺陷;剪切载荷不低于98KN; 经金相检测,焊缝熔合良好,塑性环直径不得小于14.4mm,即熔合面积不低于60%,不得存在影响焊接质量的缺陷。
序号 | 电流I1/KA | 电流I2/KA | 电流I4/KA | 时间t3/ms | 时间t5/ms | 时间t9/ms | 压力Fw/MPa |
1 | 14 | 16 | 9 | 400 | 400 | 400 | 4 |
2 | 14 | 16 | 9 | 420 | 420 | 420 | 2 |
3 | 14 | 18 | 11 | 400 | 400 | 420 | 2 |
4 | 14 | 18 | 11 | 420 | 420 | 400 | 4 |
5 | 16 | 16 | 11 | 400 | 420 | 400 | 2 |
6 | 16 | 16 | 11 | 420 | 400 | 420 | 4 |
7 | 16 | 18 | 9 | 400 | 420 | 420 | 4 |
8 | 16 | 18 | 9 | 420 | 400 | 400 | 2 |
注:选取固定参数:t1=1.5s t2=40ms t4=260ms t6=260ms t8=10s t10=0ms
按照表 1所示的参数施焊后,对试样进行超声波探伤、径向胀量及剪切载荷检测,检测结果如表 2所示。
检测内容 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
超声波探伤 | - | 正常 | 正常 | 正常 | 正常 | - | - | 正常 |
径向胀量/mm | 0.10 | 0.30 | 0.35 | 0.55 | 0.40 | 0.35 | 0.50 | 0.25 |
剪切载荷/KN | 89 | 130 | 137 | 141 | 129 | 114 | 96 | 128 |
根据电阻焊接质量管理与检验要求,对上述试样线切割后进行金相检测,检测结果如图 4—图 11所示(50×)。
| 图 5 参数2 | 图 6 参数3 | 图 7 参数4 |
图 8 参数5 | 图 9 参数6 | 图 10 参数7 | |
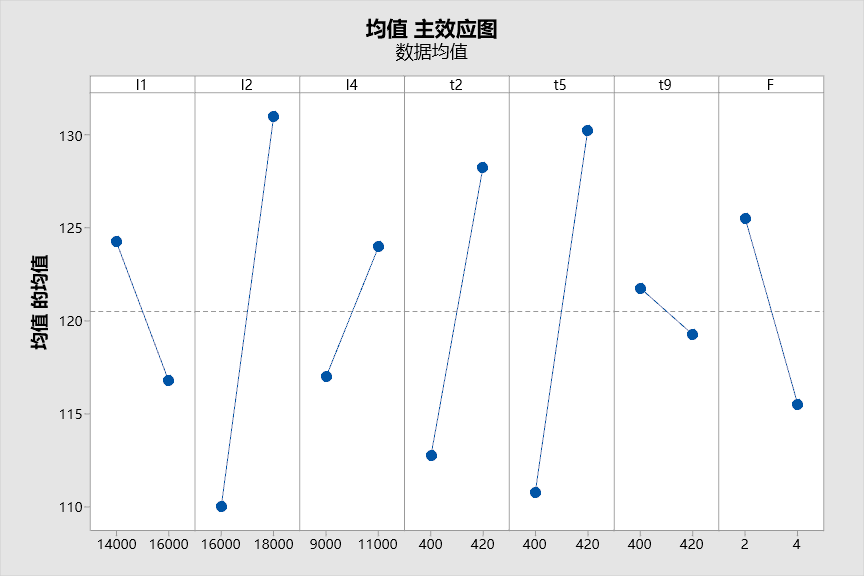
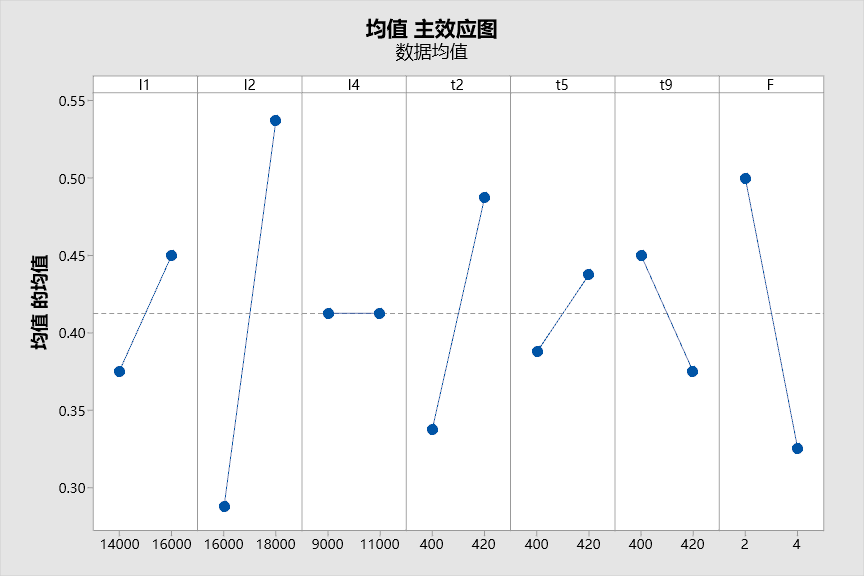
利用MINITAB软件对上述数据进行田口分析,各参数与剪切载荷、径向胀量的分析结果如图 12—图 13所示。
通过图 12的均值主效应图可以发现,各因子对剪切载荷的影响程度不同,其中二次焊接电流I2、二次焊接时间t5及电极压力FW对剪切载荷影响较大。这主要是因为二次焊接时间和二次焊接电流构成的匹配参数是焊缝熔合过程中重要的热量来源,其热输入量主要用于熔化结合面两侧金属并形成熔核,此时核内温度超过被焊金属熔点Tm200-300K,同时在电动力强力搅拌下使核内金属成分均匀化,从而形成良好的金属连接。从图 12不难发现,剪切载荷与电极压力负相关,这主要是因为在2MPa压力下既已达到喷溅临界曲线无喷溅区,增加压力使得总电阻及电流密度减小,而焊接质量波动性增加。
通过图 13的均值主效应图可以发现,各因子对径向胀量的影响程度不同,其中二次焊接电流I2、二次焊接时间t5及电极压力FW对形变影响较大。这主要是因为二次焊接后焊件温度上升,而金属高温强度随温度升高而降低,因此在电极压力的作用下产生塑性变形,形变大小随焊接热输入、电极压力增加而增大。
通过超声波检测、剪切载荷检测、形变胀量测量及金相检测,发现1、4、6、7四个参数焊接的气门不符合工艺要求,通过金相则可以清晰发现1号参数存在局部未融合,说明该参数下热输入不足;4号参数焊缝放大后发现存在缩松等缺陷,其产生的原因主要是熔核凝固过程后期,剩余融化金属不足以完全填充枝晶间隙,而未被液体充满的枝晶间形成了空隙;6号参数在熔核边缘产生了焊接裂纹,在超声波探伤中表现为回波较高;7号参数则是在过高的热输入和过高的压力下产生了纵向裂纹。其余四组参数均满足工艺要求。
| |
通过以上分析可知,焊接工艺参数介于2、3、5、8号参数均可满足要求,但是考虑到二次焊接电流、二次焊接时间对结果的影响较大,因此在寻找最佳工艺匹配时要谨慎调节,可以通过调节一次、三次焊接电流和时间,获得理想焊缝。
焊接电流过高对气门表面状态要求较高,尤其是直线度、圆度、粗糙度及表面清洁度,一旦超差很容易造成电击伤,从而造成气门报废。因此在硬规范范围内尽可能的选取较低的电流、较长的焊接时间。三次回火电流与时间要适当,避免使焊接区金属加热温度超过奥氏体相变点而引起二次淬火。
基于以上分析,选取优化后的电阻焊接工艺参数,如表 3所示。
序号 | 电流I1/KA | 电流I2/KA | 电流I4/KA | 时间t3/ms | 时间t5/ms | 时间t9/ms | 压力Fw/MPa |
9 | 15±1 | 16-17 | 9-10 | 410 | 420 | 400 | 2 |
注:选取固定参数:t1=1.5s t2=40ms t4=260ms t6=260ms t8=10s t10=0ms
对再次施焊后的气门进行检测,其剪切载荷、熔合面积、超声波探伤及金相检测均符合工艺要求。电阻焊接后经剪切载荷检测,剪切力≥125KN,剪切面断面呈冶金结合,焊合面积≥75%;图 14所示为焊缝经线切割后抛光腐蚀,熔核形态良好,无肉眼可见的缩松、缩孔、裂纹等缺陷,塑性环直径≥15.6mm,再次证明熔合面积合格;图 15所示为焊缝显微形态,熔核呈明显的柱状晶+等轴晶组织形貌,柱状晶枝晶间隙细小,界面两侧相互熔合扩散较为明显,为典型的冶金结合。后续进行批量生产过程中未发生不合格,产品经客户使用后也从未发生焊点脱落等故障,说明该工艺稳定可行。
| |
为使奥氏体气门端面硬化,常用的工艺有堆焊、摩擦焊和电阻焊,而堆焊和摩擦焊加工效率低,飞边、凸起等车削困难,而电阻焊效率高、变形小、质量稳定,后续加工简单,非常适合大批量、多品种气门的焊接。
气门端面电阻焊接过程中,二次焊接电流、二次焊接时间对剪切载荷影响较大。因此匹配合适的二次焊接热输入是形成良好焊缝的前提。
过低的电极压力容易造成喷溅,而过高的电极压力亦有不利影响,因此选取该压力值时以不产生喷溅为原则,同时考虑到气门钢高温强度较高,可适当增加压力,但不宜过高。
气门电阻焊接电流较大,一般在15KA-20KA之间,因此对工件焊前状态要求较高。焊前工件准备加工要严格控制各项尺寸、圆度、直线度等,同时施焊前严格清理工件表面油污等杂质,对于获得良好、稳定的焊接质量至关重要。
在本文分析过程中并未考虑各因素间的交互作用,如I2与T5、I3与T9等,因此在后续研究中细化分析也是值得注意的一点。
[1] 赵熹华,冯吉才.压焊方法及设备[M].北京:机械工业出版社,2010
[2] 张德勤,杜则裕,屈朝霞.等离子弧粉末堆焊最佳工艺参数的研究[J].天津大学学报,1999
[3] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2010
[4] 中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2008
[5] 李亚江,王娟,刘鹏.特种焊接技术及应用[M].北京:化学工业出版社,2005
[6] 李炯辉.金属材料金相图谱[M].北京:机械工业出版社,2006
1收稿日期:2021-02-21
作者简介:刘达(1987—),男,工程师,主要从事焊接工艺方面的研究;
通信作者:刘达,E-mail:871082048@qq.com

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号