江苏淮海新能源车辆有限公司
摘 要:根据公司生产、质量及市场反馈,成型厢板电阻焊焊点脱焊现象较多,造成车厢在电泳过程中滞留电泳液现象严重,造成电泳底液流失严重,且厢板有电泳颗粒堆积,返修率高,返修困难,严重影响产品生产效率,由于厢板开焊,造成开焊处喷涂不良,雨雪天气易造成厢板内部锈蚀,流淌黄色锈水,影响产品形象及外观质量,造成客户投诉,降低客户对我公司产品的信任,造成客户流失严重。
要:根据公司生产、质量及市场反馈,成型厢板电阻焊焊点脱焊现象较多,造成车厢在电泳过程中滞留电泳液现象严重,造成电泳底液流失严重,且厢板有电泳颗粒堆积,返修率高,返修困难,严重影响产品生产效率,由于厢板开焊,造成开焊处喷涂不良,雨雪天气易造成厢板内部锈蚀,流淌黄色锈水,影响产品形象及外观质量,造成客户投诉,降低客户对我公司产品的信任,造成客户流失严重。
关键词:成型厢板 成型搭接 电阻焊 脱焊
目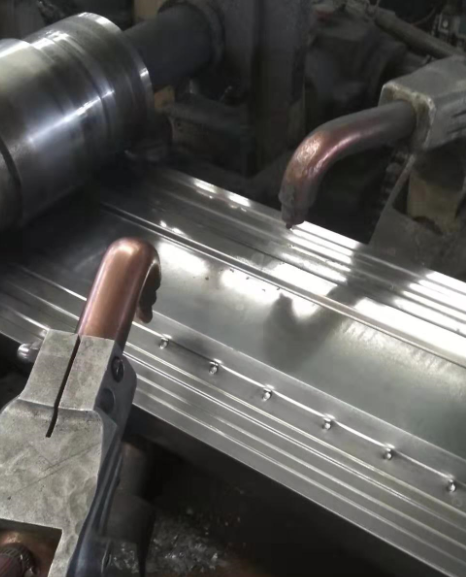 前我司生产的290厢板成型线生产的产品出现点焊后焊点开焊、两焊点间板材起鼓等质量问题,根据市场反馈信息结合设备厂家技术人员、生产人员、设备部人员及工艺专业线等相关人员现场分析得出,该质量问题主要原因如下:
前我司生产的290厢板成型线生产的产品出现点焊后焊点开焊、两焊点间板材起鼓等质量问题,根据市场反馈信息结合设备厂家技术人员、生产人员、设备部人员及工艺专业线等相关人员现场分析得出,该质量问题主要原因如下:
电阻焊设备电极安装不对,即上下电极不同心导致电阻焊焊接虚焊、脱焊、焊接变形;详见右图:
2、电阻焊设备固定松动,设备运行中晃动导致虚焊、漏焊、焊接变形;
3、厢板成型管口较大,应力变形集中,导致焊接后两焊点间起鼓、开焊问题,另外成型厢板焊接及电泳过程中,厢板受温度变化影响,造成成型厢板成型部位应力变化,使厢板焊接、涂装后部分焊点脱焊;
4、使用带钢材质较硬,不是采用滚压成型材料(SPCC板材);
5、员工自检不细致,质量意识淡薄,下料检验体系不健全,缺少质量检验流程,造成批量事故;
根据我司目前材料现状,在不更改带钢材质前提下,制定如下改善方案:
通过在原来版型基础上的矩形管位置增加加强筋(见图1),避免矩形管出现波浪现象,经与设备厂家沟通,在原有厢板基础上增加加强筋需在现有设备上进行改造;改善前后对比图如下:
要求车间对成型机操作人员安装铆焊机电极进行培训,并对铆焊设备进行定期紧固,更改铆焊避免290厢板开焊、焊点间起鼓问题;
3、建立健全下料工序三检制度,保障质量问题及时发现,及时处理,防止问题产品流出公司,提高公司产品形象及外观质量。
通过对以上焊接改善方案进行为期一个月的小批验证,并不定时进行抽样检验,具体验证结果详见下表:
| 序号 | 改善前 | 改善后 | 改善后电泳后 | |||
| 成型厢板长度(米) | 开焊点数 | 成型厢板长度(米) | 开焊点数 | 成型厢板长度(米) | 开焊点数 | |
| 1 | 105 | 20 | 100 | 0 | 100 | 0 |
| 2 | 160 | 25 | 130 | 1 | 100 | 0 |
| 3 | 100 | 20 | 120 | 0 | 100 | 0 |
| 4 | 180 | 24 | 110 | 0 | 100 | 0 |
| 5 | 200 | 32 | 100 | 2 | 100 | 0 |
| 6 | 170 | 15 | 120 | 1 | 100 | 0 |
| 7 | 160 | 22 | 100 | 0 | 100 | 0 |
经过成型线改造,改善后成型厢板生产线产品质量有显著提升,综合验证结果及验证数据体现,基本杜绝厢板焊接脱焊现象,从根本上杜绝了厢板在电泳及喷涂过程中造成焊点脱焊现象。
结束语:根据成型厢板电阻焊焊点脱焊问题,并对其产生原因记性针对性分析,并按照问题点产生原因制定相应整改措施和改善要求进行整改,经过一段时间验证及抽样检验后,成型厢板焊点脱焊问题得到明显改善,基本杜绝了成型厢板焊点脱焊问题,产品质量得到显著提升。
参考文献:
1、《机械设计手册》 成大先 化学工业出版社
2、《汽车钣金修复技术》 林秉华
3、《电阻焊一本通》 洪松涛 上海科学技术出版社
4、《电阻焊技术》 王敏 / 朱正行 / 严向明 中国标准出版社
张可松 江苏省 徐州市 221000

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号