中国五洲工程设计集团有限公司 北京市 100053
摘要:自动生产线是根据工艺顺序自动完成全部或部分制造过程的生产系统,在机械加工、装配、包装等领域的应用较为广泛,其自动上下料装置尤为重要。根据变速箱装配输送线的实际要求进行自动上下料装置的开发设计,探讨具有推广意义的设计开发方法,重点进行了节拍分析、气动电气的协调设计。实践表明:设计的产品具有精度高、响应快的特点,它对于其他非标自动化系统的设计开发具有一定的借鉴意义。
关键词:自动化生产线;上下料装置;气动系统;电气系统
引言
自动化生产线是由自动化机器体系实现一个产品、一系列工艺过程的一种生产组织模式。它是在连续流水线的进一步发展的基础上形成的。在其加工过程中需要将被加工对象从上一道加工工序自动转移到另一道加工工序中,实现其产品加工、装卸、检验、入库等一系列操作,在这个过程中机械手是完成上述流程的最佳选择。据此,对工业机械手的种类及其在自动化生产线中的应用进行分析。
1自动化生产线的工作流程
自动化生产线包含由机床上下料装置、物料传送装置、储料间等组成的传送系统,保证生产线内的机床、传送系统、机床辅助装置正常工作以及接收其检测信号装置信号的控制系统、执行机构、动力源部分组成。
全自动化流水线是一种非标自动化设备,是针对某一特定产品的加工工序过程进行设计的,全自动流水线设备将整个生产过程分成各个工序生产时间相同或成倍数关系的多个作业工序,同时按照工序顺序将各个步骤的加工设备固定在已经分配好的流水线中,达到分工明确、快速有效的作业模式。自动生产线在无人干预的情况下,按规定的程序或指令自动进行操作或控制的过程,当产品完成一个工序的加工内容后,需要通过机械手进行卸料并将此工序加工好的产品放置在皮带式输送线或链板式输送线上,将产品运送至下一加工点,与此同时,机械手还将从储料装置中进行毛坯件的取件并准确地安放在加工机床中。机械手在同一工序中需要不断地重复某一特定动作,在自动化流水线中加工对象自动地由一台机床传送到另一台机床,并由工业机械手辅助完成加工、装卸、检验、入库等操作;工人的任务仅是调整、监督和管理自动线,不参与直接操作;所有机器设备按照统一的节拍运转,生产过程是高度连续的。
2气动系统设计
气动系统实际工作中可按以下步骤进行:气动回路设计、气缸的选型与安装结构设计、电磁换向阀的选型、磁感应开关的选型、真空吸盘选型、控制元件和辅助元件的选型等。气动回路主要用于上下升降机构和前后运动机构,如图1所示。
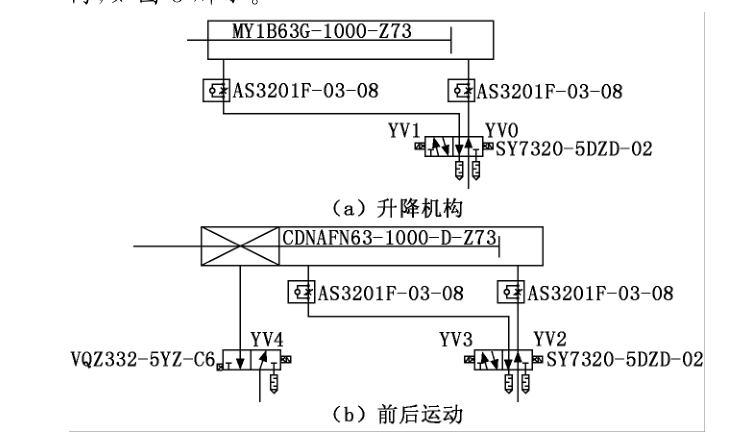
图1
气缸选型的一般步骤为:选择系列、确定缸径和行程、选定安装方法、选定安装附件等。
2.1升降机构
由于工装板的升降运动是竖直方向固定距离的往复运动,选取常用的两个品牌为FESTO、SMC,设计要求气缸需具有足够的承载能力和结构刚性,考虑摆放空间,所以可采用无杆气缸。无杆气缸分为磁偶式与机械式两大类,由于机械式密封性能差,容易产生外泄漏且受负载力小,因此本设计选用磁偶式无杆气缸,查阅SMC气缸选型手册,采用SMC公司的MY系列。由于气缸在竖直方向上工作,属于动载荷,因此按负载率ε=50%来进行计算,工件重量F=30kg。假定气缸工作时压缩空气的压力为0.5MPa,则气缸所需要的理论输出力F0为:
![]()
根据SMC气缸选型手册,考虑垂直运动的可靠性,选择缸径为63mm的气缸,其理论输出力为156kgf,选择MY1B63G-1000-Z73无杆气缸,其标准行程为1000mm,满足使用要求。气缸垂直方向安装时应使气缸中心通过安装中心,采用上下法兰盘安装。一般而言,控制双作用气缸选择4通~5通电磁阀,本次设计选用的是双作用气缸,所以选择5通电磁阀,采用SMC公司的二位五通先导阀SY7320-5DZD-02,速度控制阀采用SMC公司的AS3201F-03-08。
2.2前后运动机构
由于前后运动机构使用场合宽,需要中间可以停止及急停,因此我们选择双作用带锁气缸,在此选择SMC公司的MDNBB系列的双作用带锁气缸CNDAFN63-1000-D-Z73。先导阀与速度控制阀的选用与升降机构相同,另外还采用SMC公司的先导式电磁阀VQZ332-5YZ-C6、消声器AN101-01。由于需要抓取的工装板表面光滑,选用真空吸盘作为搬运夹具,型号为ZPT80HNJ75-B01-A18.3 PLC系统生产线控制设计
3.1 控制系统原理图
PLC作为整个生产操作的核心控制器,需要对机器人的所有操作进行系统全面得有效控制,其主要是通过检测操作面板按钮和各类传感器的输入,就能对机器人实现运行和停止的有效控制。
3.2 系统硬件I/O分配
3.2.1 I/O点数的确定
机器人在进行工作的过程中,整个过程的输入操作一共包括14项操作:自动上料装置有料检测、1#机器人准备就绪、1#机器人完成放料、1#油压机准备就绪、1#油压机有料检测、1#油压机工作完成、2#机器人准备就绪、2#机器人完成放料、2#油压机准备就绪、2#油压机有料检测、2#油压机工作完成、3#机器人准备就绪、3#机器人完成放料、自动下料装置有料检测;输出操作一共包括7项操作:自动上料机运行、1#机器人运行、1#油压机运行、2#机器人运行、2#油压机运行、3#机器人运行、自动下料装置运行。因此,一共需要设置14个输入控制按钮,7个输出控制按钮。
3.2.2 PLC型号
通过进行系统全面的市场调查研究,最终选用技术先进、稳定性高以及经济合理的欧姆龙CPMIA型PLC控制器,其具有24个输入点、16个输出点,属于双向晶闸管输出型,能够满足对机器人的控制要求。
3.3系统软件设计
3.3.1机器人动作控制
机器人的整个工作过程都是在气缸的驱动下完成的,而气缸则是在电磁阀的控制下进行各项操作。根据本文机器人的工作要求,现选用二位电磁阀对机器人进行科学合理的控制。当下降电磁阀处于连通状态时,机器人则进行下降操作,电路断开则停止下降,对于机器人的上升、左移、右移、左旋、右旋、抓紧以及放松的控制原理与上述相似。
3.3.2自动控制系统
当毛坯料位于指定位置后,按下控制器上的启动按钮,机器人就会在PLC控制系统的控制下完成相应的操作工序。
结语
在机械制造业中,越来越多的自动化生产线投入到工业生产中,工业机械手运用在铸造、锻造、冲压、热处理、焊接、切削加工和机械装配等自动化生产线中。机械手通过执行机构,按照其设定好的程序系统不断重复地完成某一项特定任务,在解放人类双手的同时使加工精度得到了飞跃。在产品的设计和工艺简洁、稳定的情况下采用自动化生产线制造产品,不仅可保证产品产量以及产品一致性,还能够稳定和提高产品的质量,改善其加工环境,能有效地缩减生产所需的占地面积,降低了生产成本,缩短了产品的生产周期,在保证其产品质量的稳定后还能够显著地提高产品的经济效益。
参考文献
[1]杜木伟,龚运环.旋锻机自动上下料装置的设计[J].机械制造,2016,54(3):68-71.
[2]毕岩,房长兴.发动机缸体柔性生产线自动上下料装置研究[J].制造技术与机床,2018(2):30-32.
[3]郑淮棱,潘琦.浅析工业机械手的发展趋势及应用[J].科技风,2019(20):183.
[4]马明龙.基于PLC的工业机械手在自动化生产线中的应用分析[J].现代工业经济和信息化,2019,9(02):67-68.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号